Немного имею дело с фрезерованием. На фрезерном станке деталь часто закрепляют в тисках. Удивительное дело, но большинство тисков имеет конструктивный недостаток: при зажиме детали подвижная губка тисков приподнимается. Поэтому в конце зажима деталь осаживают ударами молотка. Если деталь не осадить, то получится неправильное базирование и деталь пойдёт в брак.
Есть пара типов тисков, которая не имеет такого недостатка.
http://www.stankoopt.ru/products/tiski-lekalnye-pretsizionnye-bystroperenalazhivaemye-qkg-38
В лекальных тисках такого типа винт установлен под наклоном к станине. При зажиме подвижная губка тисков прижимается к станине и подъёма не происходит.
В тисках с винтом параллельным станине практически всегда происходит подъём подвижной губки при зажиме.
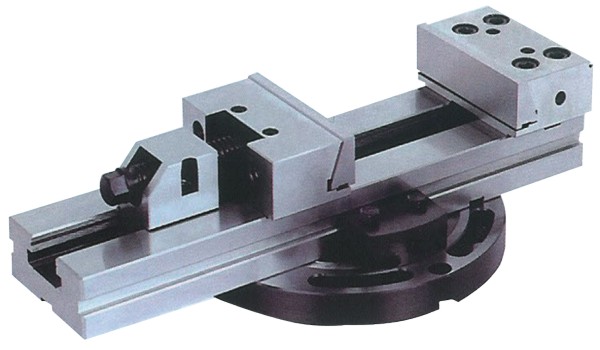
В некоторых моделях тисков с подъёмом борются специальной конструкцией накладок, которые смещаются вниз при зажиме.
http://www.uss-stanko.com/mach/zubehor/images/pnm.jpg
Тело качения, установленное параллельно горизонту, позволяет подвижной губке подниматься не увлекая за собой деталь.
(картинки не мои. Взял для иллюстрации)
-
Этот ответ был изменен 7 года/лет, 3 мес. назад от
 atom.
atom.
-
Этот ответ был изменен 7 года/лет, 3 мес. назад от atom.
Вложения:
You must be
logged in to view attached files.
{kind=link}