ОСНОВНАЯ СТАТЬЯ О ПРОБЛЕМЕ САМОУСТАНАВЛИВАЕМОСТИ
1. СИТУАЦИЯ
2. СУТЬ МЕТОДА
3. ТИПИЧНЫЕ ПРИМЕРЫ
3.1. НЕПОДВИЖНЫЕ СОЕДИНЕНИЯ
3.2. МЕХАНИЗМЫ ЛИНЕЙНОГО ПЕРЕМЕЩЕНИЯ
3.3. ШАРНИРНО-РЫЧАЖНЫЕ МЕХАНИЗМЫ
3.4. ПРИВОДЫ ВРАЩАЮЩИХСЯ РАБОЧИХ ОРГАНОВ
3.5. ЗУБЧАТЫЕ И ИНЫЕ ПЕРЕДАЧИ
1. СИТУАЦИЯ
У российской школы конструкторов имеется детально разработанный и показавший высокую эффективность практически во всех областях прикладной механики метод создания новых и усовершенствования классических механизмов, который пока не получил сообразного его достоинствам распространения.
Можно было бы ограничиться отсылкой к трудам автора метода – Леонида Николаевича Решетова, профессора МВТУ им. Баумана, по праву обладавшего самыми высокими в инженерном деле титулами (не путать с его братом Дмитрием Николаевичем Решетовым, также профессором МВТУ, столь же титулованным и внесшим большой вклад в развитие нашего конструкторского дела. Видимо, все, без исключения, действующие сегодня конструкторы-механики свои курсовые и дипломные проекты делали, сверяясь с его атласом «Детали машин»).
Однако многократно убеждался, что несколько изданий книг Л.Н. Решетова, в том числе в серии «БК», имеющиеся в технической библиотеке любого сохранившегося с советских времен машиностроительного предприятия, не только не используются на практике, но зачастую их никто из заводских даже в руки не брал.
Самому Леониду Николаевичу, нашедшему эффективные решения для многих реальных механизмов, проверенные на практике и кардинально решавшие их застарелые проблемы, не на проценты, а в разы снижавшие износ, увеличивавшие наработку на отказ, повышавшие нагрузочную способность и т. п., приходилось бороться за широкое внедрение этих решений в практику. Насколько могу судить, большинство из этих разработок так и осталось на стадии опытного образца, показавшего блестящие результаты, или в виде опубликованных, но невостребованных предложений. Причина этого в чем угодно, но не в каких-то недостатках самого метода проектирования.
Для меня первое знакомство с методом более 30 лет назад было откровением. С тех пор все свои разработки обязательно соотношу с ним и ни разу метод не дал осечки, но всякий раз подтверждал свою эффективность. Самое интересное, что во многих случаях доведение «до ума» какого-либо классического механизма, наряду с существенным повышением его работоспособности, приводит к упрощению и удешевлению конструкции, а не к усложнению как этого можно было ожидать.
За прошедшие с тех пор годы выработалась привычка оценивать с точки зрения метода все попадающиеся на глаза машины и механизмы. Поэтому смею утверждать, что последователей Л.Н.Решетова очень немного. Зачастую правильные конструктивные решения появляются в результате многих проб и ошибок, тогда как владение методом позволило бы найти эти решения очень быстро. Неправильных же решений хоть пруд пруди. В целом, не только нет ощутимого прогресса, но есть случаи отката назад, когда вновь создаваемые машины сделаны хуже, чем в прошлом и позапрошлом веке и такие случаи будут приведены ниже.
Пытаясь объяснить себе причины такого положения дел, пришел к выводу, что, помимо традиционной консервативности, нежелания изучать чужие работы и привычки использовать привычные для многолетней практики решения, играют свою роль два фактора:
- Метод почти не преподается в ВУЗах.
- Мешает, если не академичность, то слишком строго научное изложение метода Л.Н. Решетовым в своих трудах. В первых изданиях книги «Конструирование рациональных механизмов» (шестидесятые годы) суть изложена просто и доступно, а математические выкладки встречаются лишь при рассмотрении особых частных случаев. В последующих же изданиях (существенно дополненных и принявших название «Самоустанавливающиеся механизмы. Справочник») «академичность» нарастала, а в последней известной мне изданной при жизни автора книге (второй том справочника) формулы и специфичные термины начинаются с первой страницы, без каких-либо предварительных разъяснений. Видимо, предполагалось, что читатель знаком с предыдущими трудами и вообще, как сейчас говорят, «в теме».
Отсюда и основная идея этого сайта: в возможно более простой форме, что называется «на пальцах», изложить суть метода и дать наиболее показательные примеры его практического применения.
А дальше – как получится. Если кого-то эта информация подвинет к действию, он всегда сможет заинтересованно изучить теорию вопроса по трудам Л.Н. Решетова, в большинстве случаев найдет в них готовые решения своих конструкторских проблем и сам будет, по мере сил и возможностей, развивать практические приложения метода.
2. СУТЬ МЕТОДА
Все инженеры-механики в свое время слушали курс «Технология машиностроения». Одна из основ этой науки – принцип самоустанавливаемости, неукоснительно применяющийся в серийном производстве при механической обработке деталей. Все технологи знают, что приемлемую точность обработки можно получить, только если крепить обрабатываемую заготовку по статически определимой схеме («Правило шести точек» и другие определения этого принципа). Напомню, что статически определимой называют систему, в которой для точного определения всех действующих в ее элементах сил и моментов достаточно шести уравнений статического равновесия. Проще говоря, чтобы заготовка при обработке занимала строго определенное положение, на нее нужно наложить шесть связей, не больше и не меньше. Эти шесть связей блокируют шесть степеней свободы, которые имеет никак не закрепленная заготовка (перемещения вдоль трех осей координат и вращения вокруг этих трех осей).
Например, одну из плоскостей заготовки в форме параллелепипеда нужно опереть на три точки, одну – на две и еще одну на единственную точку. Если же одну из плоскостей опереть на 4 точки, с ней будет происходить то же, что со столом на неровном полу, — чтобы он не качался, приходится что-то подкладывать под одну из ножек и редко успеха можно добиться с первого раза. И это при относительно большой податливости деревянного стола. Для гораздо более жестких металлических заготовок деталей добиться определенного положения плоскости на четырех опорах просто невозможно.
Действие принципа самоустанавливаемости в технологии механической обработки можно сформулировать так:
Приемлемая точность обработки обеспечивается только при закреплении заготовок в приспособлении по статически определимой схеме, то есть когда на нее наложены шесть минимально необходимых связей. Любые связи, наложенные сверх этих шести, избыточны и приводят к снижению точности обработки.
На практике, удивительным образом, сложилось так, что этот принцип самоустанавливаемости или принцип отсутствия избыточных связей, почитается всеми машиностроителями только в сфере изготовления деталей машин, а применительно к конструкции машин и механизмов, собираемых из этих деталей, большинство механиков принцип забывают или им пренебрегают.
Между тем, в конструкциях механизмов и машин этот принцип не менее важен, чем в технологии механической обработки и здесь его можно сформулировать так:
Добротная работа любого механизма обеспечивается, только если каждая из его деталей соединяется с другими по статически определимой схеме, то есть на нее наложено минимально необходимое число связей. Любые связи, наложенные на детали сверх этого минимально необходимого числа, избыточны и вызывают вредные натяги в сопряжениях деталей, их ускоренный износ, а удовлетворительная работа такого механизма обеспечивается только очень высокой точностью обработки деталей или их пригонкой и регулировкой при сборке «по месту».
В этой формулировке не говорится о шести связях, так как большинство деталей в механизмах подвижны и для них минимально необходимое число связей всегда меньше шести (шесть, минус число подвижностей, нужных для нормальной работы механизма).
Цитата из предисловия к книге Л.Н. Решетова «Самоустанавливающиеся механизмы: Справочник» издания 1979 г.:
«В 1951 г. автор пришел к выводу, что за немногими исключениями следует применять только механизмы без избыточных связей. Исключения были вызваны тем, что не были найдены нужные структурные схемы. В настоящее время для большинства «исключений» такие схемы найдены. Поэтому во всех случаях их надо искать. Принцип статической определимости позволяет научно обоснованно решить, какие и где надо применять кинематические пары в механизме, т. е. раздел структуры в теории механизмов поднять на уровень науки».
Сказанное вовсе не означает полное неприятие статической неопределимости как таковой. Статически неопределимые системы имеют широкое применение, например, в строительных конструкциях благодаря своим достоинствам (передача нагрузки через многие элементы и т. д.). Нет никаких возражений и для их применения в машиностроении, но только в части внутренней статической неопределимости отдельных деталей.
Например, решетчатая стрела или башня подъемного крана, могут быть статически неопределимы в сколь угодно большой степени. С точки зрения не строительной, а «механической» механики, стрела и башня это две отдельные детали (два звена) механизма, каковым является башенный кран. Эти детали или звенья должны соединяться между собой и с другими звеньями механизма (например, с поворотной платформой крана) только по статически определимой схеме, то есть быть самоустанавливающимися, что на практике до сих пор делается далеко не всегда.
Фундаментальное различие строительных и механических конструкций состоит, как это ни банально, в том, что первые статичны, а вторые динамичны. Для первых приемлема как внутренняя, так и внешняя неопределимость, поскольку неприятности, связанные с очень медленными и немногочисленными перемещениями (осадка и деформация под нагрузкой), несравнимы с проблемами механизмов, детали которых подвижны и за срок службы испытывают многие миллионы циклов изменения нагрузки, подвергаются вибрации и т. п. Поэтому в машинах и механизмах приемлема только внутренняя статическая неопределимость отдельных звеньев.
Строго говоря. использование термина «статическая определимость» применительно к механизмам не вполне корректно. В строительной механике одним из необходимых условий статической определимости является геометрическая неизменяемость системы. Поскольку одно или несколько звеньев механизма всегда имеют некоторые подвижности, механизм не может быть статически определимым в принятой для строительной механики терминологии. Однако здесь, в целях анализа структуры механизмов, мы будем считать термин «статически определимый механизм» равнозначным термину «самоустанавливающийся механизм», то есть механизм, не имеющий избыточных кинематических связей. Если же самоустанавливающийся механизм рассматривать в его заторможенном состоянии (то есть мысленно блокировать рабочую подвижность механизма), то его можно считать в полной мере статически определимым.
Этим и ограничимся в части сути метода, и продемонстрируем его действие и современную ситуацию на практических примерах, попутно отмечая отдельные свойства и правила метода, формулировки которых будем выделять жирным шрифтом.
3. ТИПИЧНЫЕ ПРИМЕРЫ
3.1. НЕПОДВИЖНЫЕ СОЕДИНЕНИЯ
Надо сказать, что даже конструкторы, ближе всех стоящие к технологии машиностроения, то есть разработчики станочного оборудования, изрядно подзабыли принцип самоустанавливаемости, который почитался их предшественниками. В подтверждение приведу цитату из старой книги (HÜTTE. Справочная книга для инженеров, архитекторов, механиков и студентов, Том II, издание четырнадцатое, перевод с 25-го немецкого издания под общей редакцией Московского Механического Института имени М.В.Ломоносова, Государственное научно-техническое издательство, М.-Л. 1931 г.):
«Станины станков конструируются по возможности жесткими, расчет их производится реже на прочность, а чаще на величину упругих деформаций. Все вызываемые в станке усилия должны восприниматься станинами, а не передаваться на наружные опоры, фундаменты и т. п. Во избежание изгиба станины от возможной осадки грунта ее следует устанавливать по возможности на три независимых опоры, заложенных надлежащим образом в грунт».
Понятно, что неравномерная осадка трех независимых опор, приводит к изменению положения станины в пространстве, но не вызывает никаких изгибных или скручивающих нагрузок на станину и ее соответствующих деформаций. В части жесткости станин конструкторы станков остались на правильных прежних позициях, а вот по части их опирания на фундамент здорово «продвинулись» в неправильном направлении. Сегодня почти все станки стоят на монолитном фундаменте и притянуты к нему не менее чем четырьмя анкерными болтами, а чаще – шестью и более. Понятно, что при неравномерной осадке грунта монолит фундамента деформируется и деформирует такую станину. Тогда, «без видимых причин», станок вдруг теряет точность, его подвижные части начинают подклинивать и т. д.
Правда, в наше время многие станки ставятся на фундаменты посредством нескольких регулируемых по высоте опор. При монтаже станка нужно тщательно выверить высоту каждой опоры, что само по себе непросто. А кто следит за поведением этих опор при дальнейшей эксплуатации станка? Не проще ли следовать старому доброму правилу трех точек опоры?
Это самый простой пример из области неподвижных соединений в машинах. Здесь дело не ограничивается схемой крепления станины станка, пресса и т. п. Практически все современные редукторы, электродвигатели и т. п. в исполнении «на лапах» имеют этих лап не менее четырех, либо одну опорную плоскость, притягиваемую к стальной раме четырьмя и более солидными болтами. Каждый, кто хотя бы раз центровал втулочно-пальцевую муфту, соединяющую электродвигатель с редуктором, знает какое это канительное дело, если не хочешь, чтобы муфту разбивало через пару смен работы. Приходится подкладывать регулировочные прокладки то под одну лапу двигателя, то под другую. Здесь подложил, — там «засветилось», а потом высота центров «ушла» и т. д. Переход на три точки опоры не отменит необходимость центровки муфты. Но делать это будет гораздо легче. Практически всегда можно быстро определить, куда и какой толщины прокладку нужно подложить. Но главное не в этом. Как бы тщательно механик ни подбирал регулировочные прокладки, всегда останется какая-то неравномерность прилегания и при затяжке крепежных болтов в корпусе электродвигателя или редуктора всегда возникают более или менее выраженные деформации, сказывающиеся на работе подшипников и всего узла. При откровенно небрежном монтаже дело доходит до отламывания крепежных лап. Такие совершенно лишние деформации и, тем более, поломки при трехточечной схеме крепления невозможны по определению.
Конечно, корпуса редукторов и двигателей не столь жестки, как станины станков, но и их жесткости вполне хватает, чтобы они работали на трех опорах. Почему же столь очевидно неправильная схема крепления так широко распространена? Предположительно, могу объяснить это только механическим переносом традиционной конструкции корпусов редукторов и двигателей из позапрошлого века. Тогда в большинстве случаев опорой для этих узлов служили рамы из деревянных брусьев. Крепежные болты редуктора притягивали достаточно податливые брусья к его жесткому корпусу, без существенных его деформаций. Многоточечное крепление существенно повышало жесткость деревянной рамы, то есть было целесообразно. Когда же «четырехлапый» редуктор начали устанавливать на необработанную сварную раму из прокатных профилей, картина кардинально изменилась. Теперь несравнимо более жесткая, чем деревянная, рама при многоточечном креплении корпусов редукторов и т. п. создает в них ощутимые и совершенно лишние натяги и деформации.
Очень часто неправильная конструкция встречается во всевозможных откидных крышках, дверях, люках герметичных переборок и т. п. Характерный пример – механизм привода крышки одной из основных машин в мясоперерабатывающей промышленности, т. н. куттера. Куттер, это очень большая мясорубка с вращающейся чашей, внутри которой с большой скоростью вращаются ножи, измельчающие до пастообразного состояния смесь мяса со льдом. Сверху чаша закрывается откидной крышкой, и в ней создается разрежение, необходимое по технологии.
На рис. 3.1.1. схематично показано это устройство при открытой крышке. Схема для наглядности выполнена условно: на самом деле гидроцилиндр привода расположен с другой стороны, опоры приводного вала закреплены не на самой чаше, а на станине установки (что еще хуже), крышка имеет более сложную форму, но это не меняет сути дела.
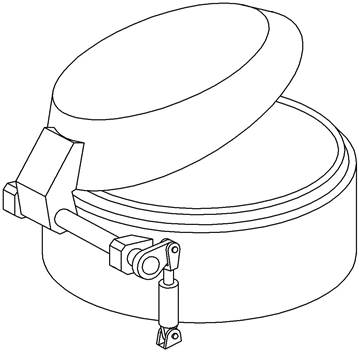
Рис. 3.1.1.
Основной недостаток устройства – жесткая связь крышки с приводным валом. При такой схеме равномерное прижатие прокладки по всему уплотняемому контуру невозможно, а более или менее удовлетворительное прижатие обеспечивается только при очень высокой точности изготовления и взаимного расположения деталей привода, самой крышки, ее прокладки и чаши.
При диаметре чаши около 2 м разрежение в половину атмосферы обеспечивает усилие прижатия крышки к чаше около 15 тонн. Понятно, что если бы крышка не была жестко связана с валом, а была бы свободно положена на чашу, такое усилие обеспечило бы хорошее прижатие прокладки по всему контуру, несмотря на достаточно большую жесткость крышки. При этом толщина прокладки не имела бы большого значения, так же как и некоторая неравномерность толщины и упругости по контуру прокладки.
Жесткая связь крышки с валом принципиально меняет дело. Даже при идеальной точности всех элементов равномерное прижатие прокладки невозможно. На правой части крышки (по Рис. 3.1.1.) давление на прокладку больше, чем на левой, поскольку какая-то часть усилия, действующего на крышку, воспринимается приводным валом и передается через его опоры на станину. Если же во взаимном расположении деталей есть хотя бы небольшие отклонения от номинала (то ли из-за неточностей изготовления, то ли из-за деформации всей установки при транспортировке и монтаже или вследствие неравномерного ее опирания на пол), то в каких-то местах прокладка вообще не сжимается между крышкой и чашей. Например, если ось приводного вала расположена ниже номинала на 1 мм, между крышкой и чашей образуется клиновой зазор с разницей в крайних точках около 10 мм. Неприятности возникают также при самых малых отклонениях прокладки по толщине или упругости.
На практике можно видеть, как при работе из-под крышки куттера просачивается наружу фарш, — верный признак отсутствия какого-либо разрежения в чаше. То есть все крутится, вакуумный насос работает, но вся технологическая линия выдает заведомо бракованную колбасу.
Проблему можно решить, изменив конструкцию соединения кронштейна крышки с валом, например, так, как показано на Рис. 3.1.2.
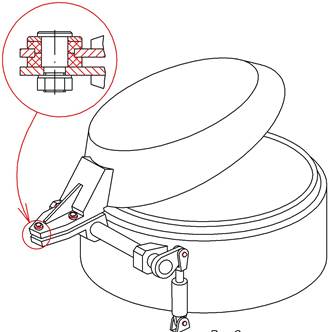
Рис. 3.1.2.
Здесь кронштейн связан с валом не жестко, а посредством трех упругих элементов (сайлент-блоков). Это дает крышке некоторую свободу перемещения относительно привода под действием усилия, прижимающего ее к чаше.
Еще лучше сделать так, чтобы крышка была связана с приводом только на время открывания и закрывания, а в закрытом положении была бы совершенно свободна от него. То есть сделать так, как сделана крышка обычной молочной фляги, которая свободно «болтается» на своем откидном рычаге, но в контакте с горловиной обеспечивает равномерное прижатие прокладки по всему контуру. Применительно к куттеру возможны несколько вариантов такого устройства. Один из них схематично показан на Рис. 3.1.3.

Рис. 3.1.3.
Устройство действует по принципу cамозаклинивающегося захвата (а проще говоря, — по принципу сковородника). В положении, показанном на рисунке, все зазоры в захвате выбраны под действием веса крышки и она надежно удерживается силами трения между элементами захвата. Для повышения этой надежности нижнюю часть захвата можно снабдить упором из твердой резины. В закрытом положении нижняя часть захвата будет повернута несколько дальше по часовой стрелке, чем верхняя часть. При этом серьга провиснет, а упор нижней части потеряет контакт с верхней частью. Для точной центровки крышки в момент контакта с чашей, возможно, потребуется пара штифтов, но, видимо, и без них хорошая центровка будет обеспечена имеющимся на чаше коническим буртом.
В этом примере благоприятно наличие разрежения под крышкой, чем обеспечивается ее прижатие к чаше без каких-либо специальных прижимных устройств. Если речь идет об обычном люке, открываемом вручную, да еще находящемся под давлением, действующим в сторону открывания, прижимное устройство следует располагать по центру люка, а при больших размерах – размещать несколько прижимов по периметру люка. Но во всех случаях шарниры люка не должны мешать работе прижимов. Их дело — удерживать люк на весу в открытом положении, подводить его к проему при закрывании и «отключаться» в самый момент прижатия люка к проему. Проще всего это сделать с помощью больших зазоров в шарнирах, предусмотрев какие-либо центровочные элементы для обеспечения правильного положения закрытого люка.
Интересна эволюция неподвижных соединений в автомобилестроении. В этой отрасли, как и в других массовых производствах, с самоустанавливаемостью дело обстоит в целом лучше, чем, например, в тяжелом машиностроении или в производстве нестандартного оборудования. Это, пожалуй, объясняется не целенаправленным применением метода, а скорее интуитивными поисками конструктивных решений, подходящих к принципу конвейерной сборки. Здесь на первый план выходит одно из свойств самоустанавливающейся конструкции:
Правильный механизм собирается без какой-либо подгонки или регулировки.
Около пятидесяти лет понадобилось автомобилистам, чтобы перейти от крепления силового агрегата к раме или к кузову машины на четырех лапах к трехточечной схеме. На легковом автомобиле это две точки крепления двигателя и третья точка на коробке передач. На грузовиках тяжелые дизели тоже теперь ставятся по правильной схеме. На первый взгляд у дизеля все те же четыре лапы, но две из них объединены балансиром, который шарнирно соединен с блоком двигателя, что эквивалентно трехточечной схеме. Еще лет двадцать потребовалось, чтобы прийти к современной схеме подвески силового агрегата легкового автомобиля. Сейчас это маятниковая подвеска с реактивными тягами. Она, помимо безподгоночной сборки и исключения передачи деформаций рамы или кузова на двигатель, дает и иные преимущества. Восприятие кузовом или рамой реактивного момента отделено от основных опор, которые воспринимают только вес силового агрегата, чем обеспечивается резкое снижение вибраций и связанного с ними шума.
Пока целенаправленного движения к самоустанавливающимся соединениям не наблюдается, а то, что уже правильно сделано автомобилистами, слишком медленно перетекает в смежные области. Один курьезный пример такого «неперетекания». Приглядитесь к компоновке любого достаточно мощного передвижного компрессора на автомобильном прицепе. На одной сваренной из швеллеров раме стоят дизель и соединенный с ним муфтой поршневой компрессор. Дизель стоит на правильных трех точках, а компрессор на неправильных четырех, причем, чаще всего, под его четырьмя лапами даже резиновых подушек нет. Для создателя компрессора правильный пример буквально перед глазами, но не воспринимается.
Еще один «автомобильный» пример. Относительно недавно на автомобильные двигатели стали навешивать разнообразные вспомогательные узлы и агрегаты: турбокомпрессор, каталитический нейтрализатор, охладитель воздуха, системы рециркуляции отработавших газов и т. п. Исходя из принципа самоустанавливаемости, следовало бы сразу применить правила:
- всякая труба или трубка должна выполнять свою работу трубки, а не быть, по совместительству, дополнительным крепежным элементом для уже закрепленных на двигателе узлов,
- где только возможно, соединяй жесткую трубу или трубку с другими жесткими деталями через гибкий патрубок хотя бы на одном ее конце.
Однако это делается далеко не всегда. Типична следующая картина. На обычный дизель ставят турбокомпрессор наддува. Газотурбинная часть его корпуса жестким фланцем крепится к выпускному коллектору дизеля или к выпускному тракту. Этим фланцем на компрессор наложены минимально необходимые шесть связей и к нему больше уже ничего жестко присоединять нельзя. Вроде бы так и делают: второй фланец газотурбинной части корпуса соединен с достаточно податливым выпускным трактом, а к насосной турбине присоединяют резиновые воздуховоды. Но появляется такая мелочь, как короткие и жесткие маслопроводные трубки между блоком цилиндров дизеля и корпусом компрессора для принудительной смазки его подшипников. Это избыточные связи и ведут они себя соответственно: помимо своей основной работы, становятся дополнительными креплениями для корпуса компрессора и воспринимают не свойственные им нагрузки. Часто это заканчивается обрывом маслопроводной трубки и, если водитель вовремя не спохватится, из системы смазки дизеля через этот разрыв наружу уйдет все масло со всеми вытекающими последствиями. Попытка усилить трубку или дополнительно закрепить компрессор каким-нибудь подкосом только усугубляет проблему и, в конце концов, после многих издержек приходят к правильном решению. Либо металлическую трубку делают достаточно длинной и изогнутой так, чтобы она была податлива, либо, что правильнее, заменяют ее гибким рукавом высокого давления, если речь идет о напорной магистрали.
Примерно также обстоит дело и с другими упомянутыми выше агрегатами. Изначально жесткие трубопроводы и соединения после печального опыта заменяются сферическими фланцами, гибкими металлорукавами или резиновыми шлангами.
Точно такая же проблема существует во всевозможных системах гидропривода. Здесь различные узлы силовой, распределительной и исполнительной аппаратуры, стоящие на одной, а то и на разных рамах, соединяются жесткими трубами. Постоянные поддтекания рабочей жидкости и необходимость частой подтяжки креплений в таких системах, связаны не столько с низким качеством фитингов, сколько с избыточными связями. Здесь следует либо укорачивать жесткие трубки до нуля, то есть вообще их устранять, либо делать их податливыми (удлинять и гнуть или завивать в спирали) или заменять на РВД. «Укорачивать до нуля», это применять получающий все большее распространение модульный принцип изготовления гидроагрегатов, собираемых в различных комбинациях в жесткие блоки, где роль трубок играют каналы в корпусах самих агрегатов или в переходных плитах.
Интересна ситуация со схемами закрепления тяжелого навесного оборудования (цистерна, рабочее оборудование подъемного крана и т. п.) на автомобильном шасси. Прежде грузовые платформы и иное оборудование ставились на собранную на заклепках из штампованных элементов раму автомобиля на деревянных брусьях. Похоже, что делалось это не от бедности, а по здравому смыслу. Податливые деревянные брусья сглаживали проблемы, связанные с низкой точностью опорных плоскостей штампованной рамы шасси и деформациями этой рамы при движении по неровной дороге.
Затем, с увеличением габаритов и массы оборудования, деревянные брусья стали заменять стальными, чаще всего выполненными из прокатных профилей. При этом схема крепления осталась прежней – многократно более жесткие стальные брусья притягиваются к раме теми же стремянками, что и деревянные брусья. Понятно, что равномерное прилегание необработанных стальных брусьев к штампованной раме невозможно. Поэтому при затяжке стремянок в самой раме, в стальных брусьях и металлоконструкциях установленного на этих брусьях рабочего оборудования возникают большие напряжения и деформации. На практике эти металлоконструкции часто «трещат» по сварным швам, а иногда дело доходит до появления трещин в лонжеронах рамы шасси и к их поломкам. Даже когда явных аварий нет, многочисленные избыточные связи проявляют себя в ускоренном износе элементов рабочего оборудования. Можно с уверенностью утверждать, что при такой схеме, например, детали опорно-поворотного устройства автомобильного крана испытывают «лишние» нагрузки из-за деформации всей системы при движении по неровной дороге. И эти нагрузки могут быть больше нормальных рабочих нагрузок крана при его работе.
В последнее время наблюдаются беспорядочные поиски решения этой проблемы. Кто-то подкладывает под мощные стальные брусья тонкие деревянные планки, кто-то применяет резиновые подкладки. А некоторые производители шасси, видимо наученные случавшимися поломками рам, предписывают устанавливать в определенных местах рамы крепления с пружинными элементами. При этом ни жесткость пружин, ни усилия их затяжки не оговариваются. На практике, формально соблюдая такое предписание, производитель оборудования ставит пружины, но затягивает их до соприкосновения витков, то есть делает все то же жесткое крепление со всеми вытекающими последствиями.
Мне доводилось видеть только два случая применения решения проблемы, близкого к правильному. Это был автомобильный кран производства АО «Мотовилихинские машиностроительные заводы» и оборудование (теперь уже не помню, какое именно) на базе многоосного тягача «МЗКТ». В обоих случаях в соединениях оборудования с рамой шасси применены различные комбинации шарниров, которые, если и не устраняют все избыточные связи, то сводят их число к минимуму и кардинально улучшают ситуацию. В первом случае это один цилиндрический шарнир с возможностью перемещения вдоль продольной оси шасси и две площадочных опоры, а во втором – три цилиндрических шарнира.
В качестве приемлемого решения можно предложить схему, показанную на Рис. 3.1.4.
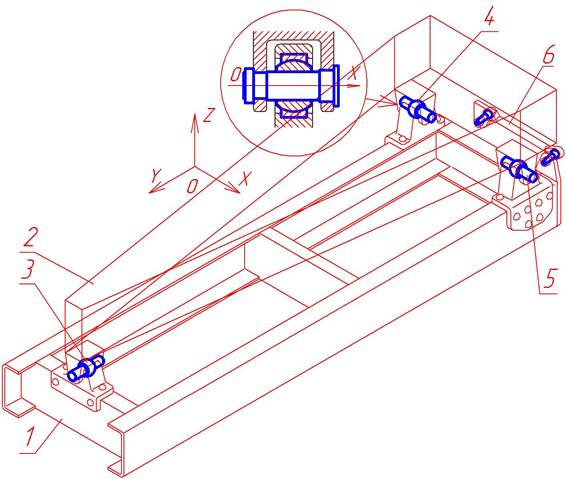
Рис. 3.1.4.
Здесь на раму шасси 1 рама рабочего оборудования 2 опирается через три сферических шарнира 3, 4 и 5. В каждом из соединений сферический шарнир установлен на опорной оси с возможностью осевого смещения порядка ± 3 – 4 мм, что вполне достаточно для сборки системы без какой-либо подгонки по месту. В связи с возможностью осевого смещения шарниров, каждый из них накладывает на раму 2 две связи, то есть формально этих трех шарниров достаточно для обеспечения шести связей и любые дополнительные связи будут избыточны. Но, если никаких связей кроме трех шарниров не вводить, продольные нагрузки (по ходу машины) будут нормально восприниматься двумя шарнирами 4 и 5, а поперечные – только одним шарниром 3. Под действием знакопеременных поперечных нагрузок шарниры 4 и 5 будут «болтаться» в переделах осевого зазора, что недопустимо. Поэтому в схеме присутствует реактивная тяга 6, посредством сферических шарниров соединенная одним концом с рамой 1, а другим с рамой 2. Эта тяга представляет собой одну избыточную связь и поэтому ее длина должна быть регулируемой, что несложно сделать, например, в виде винтового соединения. Регулировка выполняется один раз при сборке и состоит в подборе такой длины тяги 6, при которой шарниры соединений 4 и 5 установились примерно посередине своих опор. При такой схеме поперечные нагрузки воспринимаются шарниром 3 и реактивной тягой 6, при этом вся система не имеет никаких вредных натягов.
Основная (вертикальная) нагрузка передается с рамы 2 на раму 1 через три шарнира 3, 4 и 5, а распределение этой нагрузки зависит только от расположения этих шарниров относительно центра тяжести оборудования.
Реальная цена такой схемы невысока, так как в ней можно применить серийные стандартные сферические подшипники (ГОСТ 3635 -78), имеющие очень большую нагрузочную способность.
Например, в шарнирах 3, 4 и 5 можно применить подшипник для подвижных соединений ЕШ60 (диаметр оси 60 мм). Его допустимая радиальная нагрузка составляет 706 кН. Здесь может быть применен и подшипник для неподвижных соединений ЕШМ60, который имеет те же размеры, но гораздо большую допустимую нагрузку – 1330 кН. Очевидно, что несущую способность таких узлов будет определять не подшипники, а прочность опорных осей.
Если оси выполнить из обычных конструкционных сталей без термообработки, то в зависимости от способа их крепления, при распределении веса рабочего оборудования между тремя такими опорными узлами масса этого оборудования может составлять от 29 до 40 тонн (с учетом перегрузок с ускорением до 2g).
Выше говорилось о целесообразности крепления электродвигателей, редукторов и им подобных агрегатов к раме на трех лапах, вместо четырех, то есть о трехточечной схеме опирания. Но, строго говоря, примыкание плоской опорной поверхности лапы к плоской поверхности рамы не является точечным и в нем всегда имеется более или менее выраженная неравномерность прилегания двух плоскостей.
Чтобы это примыкание было действительно точечным, между лапой и рамой можно, как это показано на рис. 3.1.5, установить пару шайб, одна из которых имеет сферическую (шайба зеленого цвета), а другая – коническую контактную поверхность.

Рис. 3.1.5
Еще лучше, чтобы обе шайбы имели сферические контактные поверхности, одна вогнутую, а другая – выпуклую. Подробнее об этом говорится в одном из сообщений на форуме в теме «Неподвижные соединения».
Этим и ограничимся при рассмотрении неподвижных соединений в машинах. Отметим только, что трудно ожидать от производителей электродвигателей, редукторов и т. п. выпуска их изделий с тремя опорными лапами вместо четырех. Но почти всегда можно свести четыре точки опоры к трем. Например, электродвигатель можно крепить непосредственно двумя передними лапами, а две задних соединить балочкой и уже эту балочку крепить к опорной раме или к фундаменту одним болтом, установленным посередине.
* * *
Добавление от 2.12.2013
В результате дискуссии на форуме сайта по поводу конструкции опорных улов колеса обозрения (см. тему «Неподвижные соединения» на форуме «Обсуждение основной статьи») появилась заявка на изобретение (регистр. № 2013156814) со следующей формулой:
«Система соединения деталей машин или элементов конструкций, состоящая из трех соединительных узлов, установленных между соединяемыми деталями машин или элементами конструкций, причем один из соединительных узлов выполнен в виде сферического шарнира, а второй соединительный узел содержит один цилиндрический шарнир, один сферический шарнир и промежуточное звено, установленное между этими двумя шарнирами, отличающаяся тем, что третий соединительный узел содержит два сферических шарнира и установленное между ними промежуточное звено».
На рис. 3.1.6 схематично показана заявленная система

Рис. 3.1.6
На рис. 3.1.7. показано возможное конструктивное решение узлов системы, предложенное в упомянутой дискуссии для опор колеса обозрения.
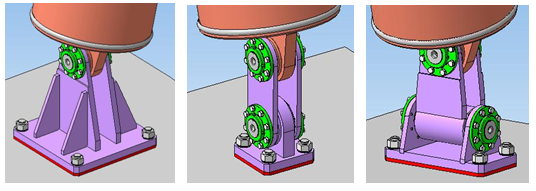
Узел А Узел Б Узел В
Рис. 3.1.7
В узле А стоит один сферический шарнир, в узле Б два сферических шарнира, а в узле В один сферический шарнир и один цилиндрический. Сферические шарниры во всех узлах одинаковы и построены на основе стандартного шарнирного подшипника ШМ 50. Этот подшипник виден на четвертном разрезе верхней части узла А на рис. 3.1.8.
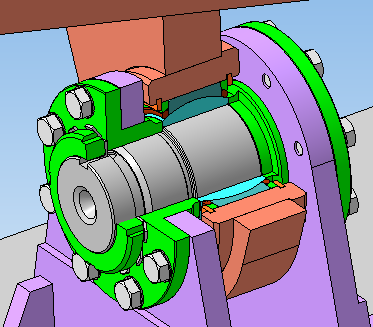
Рис. 3.1.8.
Такая система может применяться в самых разных случаях, — в соединениях пространственных строительных металлоконструкций с фундаментом, для монтажа тяжелого станочного оборудования на фундаментах, для крепления различного рабочего оборудования на автомобильном шасси (например, вместо системы по рис. 3.1.4) и даже для стыковки частей конструкции самолета.
Последнее вполне реально, поскольку близкая к заявленной система, как оказалось, давно применяется в авиастроении. На рис. 3.1.9 показан разнесенный вид системы соединения крыла самолета с фюзеляжем, заимствованный из книги Л.Н.Решетова «Самоустанавливающиеся механизмы: Справочник». На этом рисунке я добавил только стрелки и буквы, выделенные красным цветом.
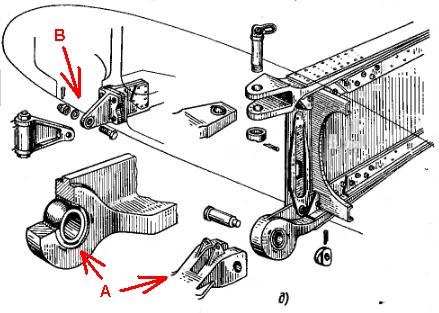
Рис. 3.1.9
Эта система и послужила прототипом при составлении формулы предполагаемого изобретения. В ней узлы А и В по сути полностью совпадают с конструкцией улов А и В по рис. 3.1.7. А третий узел (вверху справа) представляет собой цилиндрический шарнир. Самоустанавливаемость (строго говоря, неполная) здесь обеспечивается благодаря наличию в этом шарнире осевого зазора (возможности смещений по вертикали). В предложенной системе этот шарнир заменен узлом Б с двумя сферическими шарнирами, соединенными промежуточным звеном, что существенно повышает нагрузочную способность узла и устраняет необходимость в монтажном осевом зазоре. Такая система обеспечивает полную самоустанавливаемость соединения не только при достаточно точном взаимном положении соединяемых конструкций, как в авиастроении, но и при значительных отклонениях от номинального положения строительных конструкций, измеряемых сантиметрами, и ее, на мой взгляд, можно рекомендовать для самого широкого применения.
Добавление от 20.05.17
По описанной выше заявке получен Патент № 2605901 на изобретение «Система соединения деталей машин или элементов конструкций» с приоритетом от 23.12.2013.
3.2. МЕХАНИЗМЫ ЛИНЕЙНОГО ПЕРЕМЕЩЕНИЯ
Начнем с простой, очень широко распространенной неправильной конструкции, показанной на рис. 3.2.1. Здесь ползун установлен посредством четырех втулок на двух цилиндрических скалках, жестко закрепленных на станине. Для наглядности, на ближней стороне ползуна сделан четвертной вырез, — на самом деле этого выреза нет, и с обеими скалками взаимодействуют одинаковые втулки.
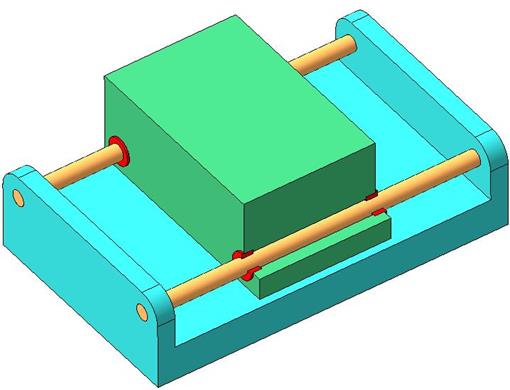
Рис. 3.2.1.
В механизме одна рабочая подвижность – прямолинейное движение ползуна. Следовательно, по принципу самоустанавливаемости, на ползун должны быть наложены пять связей.
Мысленно уберем одну из скалок. Две коротких втулки, установленные в разбежку на одной оставшейся скалке, кинематически эквивалентны одной длинной втулке и, следовательно, накладывают на ползун четыре связи. Две остающиеся для ползуна степени свободы, это свобода перемещения вдоль оси скалки, то есть нужная рабочая подвижность, и свобода вращения ползуна вокруг скалки, то есть свобода, которую нужно устранить. Для устранения одной степени свободы нужна одна связь, а вторая скалка механизма со своими втулками накладывает на ползун четыре связи. Три из них избыточны.
Поэтому механизм может нормально работать только при идеальной точности размеров и взаимного положения звеньев механизма. Сразу оговоримся, что при анализе механизма на наличие избыточных связей, говоря о точности, имеют в виду не точность изготовления кинематических пар, а точность их взаимного положения.
В данном случае предполагается, что все детали кинематических пар (здесь — втулки и скалки) выполнены точно, что на практике не ставит технологических трудностей. Гораздо сложнее обеспечить точность взаимного положения кинематических пар, которая зависит от точности изготовления звеньев механизма, которые этими парами соединяются.
Понятно, что если межосевые расстояния расточек под втулки в ползуне и расточек в станине под установку скалок будут существенно различны, механизм просто не соберется. То же произойдет, если оси скалок и втулок будут не параллельны. На практике всегда есть какие-то отклонения и по межосевому расстоянию и по параллельности. Поэтому при обычном уровне точности, такой механизм может удовлетворительно работать только при относительно больших зазорах в кинематических парах, что вызывает повышенные контактные напряжения в них и, следовательно, ускоренный износ, потерю точности и т.д. Отметим, что даже недостижимая на практике идеальная точность не обеспечила бы безупречную работу этого механизма, так как под действием рабочих нагрузок его звенья неизбежно деформируются. Этим и объясняется, что для построенного по этой трижды статически неопределимой схеме механизма подклинивание ползуна характерное явление и, рано или поздно, его работа заканчивается либо полным заклиниванием и аварией, либо износом и разбалтыванием направляющих до такой степени, что требуемая работа (прямолинейное перемещение ползуна) становится невыполнимой.
Чтобы устранить свободу вращения ползуна относительно одной из скалок, достаточно соединить ползун со второй скалкой посредством двух цилиндрических штифтов, как показано на рис. 3.2.2.
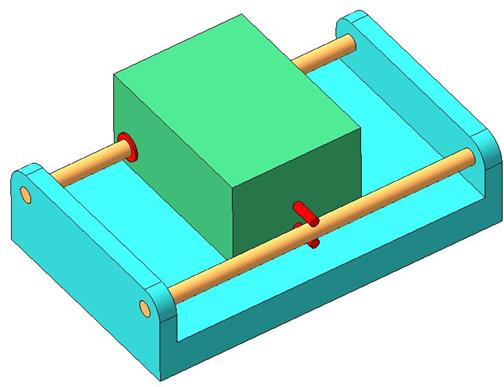
Рис. 3.2.2.
Здесь нет избыточных связей, при самой низкой точности взаимного положения звеньев механизм нормально работает с минимальными зазорами в кинематических парах и не может заклинить даже при существенных деформациях. Но есть серьезный недостаток – точечный контакт штифта со скалкой, который не может передавать больших вертикальных нагрузок на ползун.
Нагрузочную способность правильного механизма можно существенно повысить заменой штифтов на плоскую вилку, соединенную с ползуном вращательной парой (Рис. 3.2.3.).
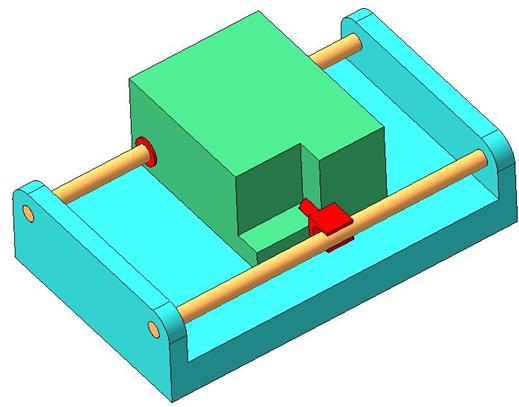
Рис. 3.2.3.
Вырез в ползуне сделан, чтобы показать вращательную пару – хвостовик вилки, вставленный в цилиндрическое отверстие ползуна. Этот самоустанавливающийся механизм вполне работоспособен при нагрузках среднего уровня, но в практике мне довелось его увидеть лишь однажды. Да и то в устройстве, которое с большой натяжкой можно отнести к изделиям машиностроения – в механизме перемещения каретки струйного принтера. То есть там, где, с учетом пренебрежимо малых нагрузок, можно было бы обойтись простейшим решением по рис. 3.2.2.
Примеры решений по рисункам 3.2.2. и 3.2.3. заимствованы из книги Л.Н.Решетова, где даны еще несколько решений этого механизма, в том числе и рассчитанных на очень большие нагрузки и с ними лучше познакомиться по первоисточнику. Здесь же рассмотрим еще одно решение, основанное на применении сферических шарнирных подшипников (Рис. 3.2.4.).
Здесь на одной из скалок вместо втулок установлены сферические шарнирные подшипники, а со второй скалкой ползун соединен посредством маятника, в который встроены такие же три шарнирных подшипника. Для наглядности в маятнике и в одной из проушин ползуна сделаны вырезы, которых на самом деле нет. На Рис. 3.2.5. в увеличенном виде показан сферический шарнирный подшипник с вырезом четвертой части.

Рис. 3.2.4.

Рис. 3.2.5.
Схема механизма с маятником примечательна тем, что ее можно реализовать и иначе. Например, оставить сферический шарнир только в верхней головке маятника, а четыре остальных заменить короткими цилиндрическими втулками, такими же, какие оставались на одной из скалок в предыдущих примерах.
Но установка двух сферических шарниров на одной скалке вместо двух цилиндрических втулок имеет существенные преимущества, как по обеспечиваемой точности перемещения ползуна, так и по нагрузочной способности механизма.
При рассмотрении неправильной схемы по Рис. 3.2.1. было сказано, что две коротких втулки, установленные в разбежку на одной скалке, кинематически эквивалентны одной длинной втулке и, следовательно, накладывают на ползун четыре связи.
Это справедливо только при зазорах между скалкой и втулками выше определенного уровня. Если ли же речь идет о микронных зазорах, приходится учитывать, что втулок все-таки две, и они накладывают на ползун восемь связей.
Чтобы понять преимущества сферических шарниров, рассмотрим схемы, показывающие какие нужны зазоры для нормальной работы кинематических пар при прочих равных условиях.
Нарисуем преувеличенно прогнувшуюся под нагрузкой скалку и посмотрим, что происходит с втулками и со сферическими шарнирами. Для простоты предположим, что корпус ползуна не деформируется, что недалеко от истины, поскольку ползун гораздо жестче длинных скалок (Рис. 3.2.6.).
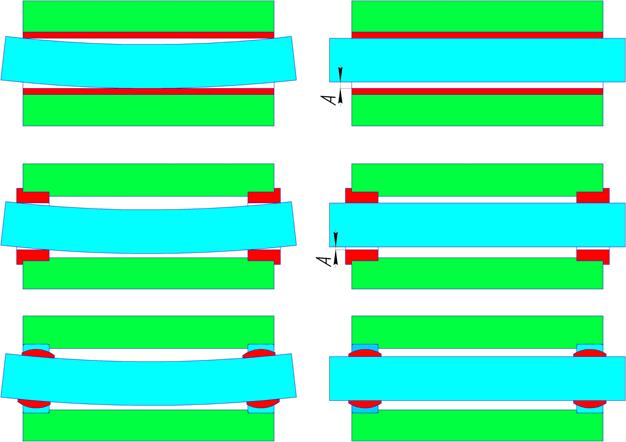
Рис. 3.2.6.
Во всех трех случаях, показанных слева, скалка изогнута в одинаковой степени, а справа, на схемах с прямыми скалками, показаны зазоры, необходимые для движения ползуна по изогнутой скалке без заеданий. Две короткие цилиндрические втулки имеют заметно меньший зазор (А), по сравнению с одной длинной втулкой, но он несравнимо больше зазора в сферических шарнирах, который не позволяет показать масштаб рисунка.
Это обеспечивается местной подвижностью в сферическом шарнире, — возможностью поворота его внутреннего кольца относительно наружного в трех плоскостях.
Понятно, что построенный на таких шарнирах механизм способен обеспечить более высокую, по сравнению с другими вариантами, точность прямолинейного перемещения, благодаря существенно меньшим зазорам, нужным для нормальной работы.
В то же время он способен нести многократно большую нагрузку, так как его шарниры при любых деформациях скалок практически сохраняют номинальную площадь контакта трения.
Как видно на схемах, фактическая площадь контакта трения втулок со скалкой многократно уменьшается, на них действуют т. н. кромочные давления, приводящие к ускоренному износу. Заметим попутно, что именно по этой причине на кромках отверстий таких втулок следует делать не фаски, а радиусные галтели.
У схемы, построенной на сферических шарнирах есть еще одно преимущество.
Существенно более сложный и, на первый взгляд, дорогой механизм, может на деле оказаться дешевле и проще в изготовлении самого, казалось бы, простого (Рис. 3.2.1.). Дело в том, что сферические шарниры представляют собой шарнирные подшипники, выпускаемые подшипниковой промышленностью в массовом порядке (они, например, широко применяются в узлах крепления гидроцилиндров). Поэтому за небольшие деньги можно приобрести готовую высококачественную кинематическую пару, изготовленную из стали ШХ15, термообработанную до очень высокой твердости и имеющую микронные зазоры.
Изготовителю механизма остается с высокой точностью обработать только две скалки, что нетрудно сделать, так как речь идет о наружном шлифовании детали предельно простой формы.
Расточки под неподвижную посадку наружных колец шарниров требуют гораздо меньшей точности, как по диаметру самой расточки, так и по взаимному положению этих расточек. Коротко говоря, во многих случаях механизм по Рис. 3.2.4. окажется дешевле механизма по Рис. 3.2.1. При этом он будет безотказно работать при многократно большей нагрузке, какую только могут выдержать скалки.
На Рис. 3.2.7. схематично показана типичная конструкция четырехколонного гидравлического пресса.
Очевидно, что основное назначение четырех колонн – воспринимать большое растягивающее усилие, отрывающее верхнюю траверсу при работе пресса. Видимо, просто «попутно» всем четырем цилиндрическим колоннам придана функция направляющих для подвижной траверсы, что совершенно излишне. Если в рассмотренной выше схеме механизма с ползуном на двух скалках (Рис. 3.2.1.) три избыточные связи, то здесь их, как минимум одиннадцать.
Это если считать только связи, накладываемые на подвижную траверсу втулками, скользящими по четырем колоннам. Зачастую в таких прессах пятой направляющей является силовой гидроцилиндр, поскольку его корпус жестко закреплен на верхней траверсе, а шток также жестко соединен с подвижной траверсой. Иногда шток гидроцилиндра соединяют с подвижной траверсой через сферический подпятник, но при этом оставляют жесткое крепление корпуса цилиндра. Правильное решение в отношении гидроцилиндра, — выполнение обоих его соединений на сферических шарнирах. Тогда он будет выполнять только свою функцию – поднимать и опускать подвижную траверсу пресса и не будет вмешиваться в работу направляющих своими избыточными связями.
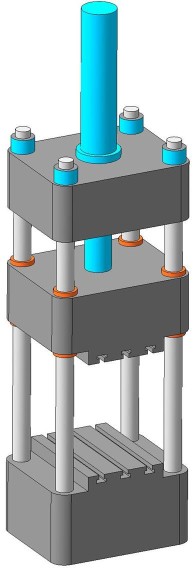
Рис. 3.2.7.
В дальнейшем, говоря о прессе, отвлечемся от влияния гидроцилиндра и не будем его показывать на схемах, а будем считать, что он установлен правильно (на двух сферических шарнирах) и не влияет на самоустанавливаемость механизма пресса.
Понятно, что для работы четырех цилиндрических направляющих с цилиндрическими втулками требуется либо сверхвысокая точность изготовления всех элементов системы, либо большие зазоры между втулками и колоннами. Поэтому все такие прессы поначалу работают «со скрипом» и часто подклинивают, а затем ускоренный износ втулок и колонн приводит к появлению зазоров, измеряемых миллиметрами.
Одно из возможных решений проблемы показано на Рис. 3.2.8.
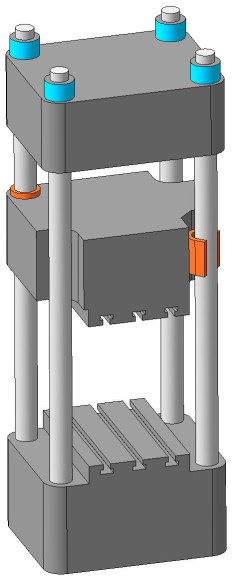
Рис. 3.2.8.
В рассмотренных выше рациональных схемах установки ползуна на направляющих возможно появление серьезной неприятности, проявляющейся в эффекте самоторможения.
Рассмотрим этот эффект на примере подвижной траверсы пресса по рис. 3.2.8. Поскольку поперечные горизонтальные нагрузки на траверсу воспринимаются только одной колонной, на которой установлена пара втулок, рассмотрим взаимодействие двух элементов механизма – траверсы и этой колонны, показанных на рис. 3.2.8.А.
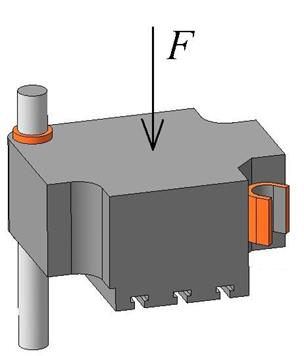
Рис. 3.2.8.А
Эта схема соответствует «холостому» перемещению траверсы вниз или вверх, когда она не встречает никакого сопротивления движению, кроме сил трения во втулках. Сила F это сила тяжести траверсы. В реальности она уравновешивается усилием на штоке гидроцилиндра и, теоретически, сил трения на втулках нет, так как нет поперечных сил, от которых эти силы могли бы возникнуть. Но возьмем случай, когда силы трения, хоть и очень малые, но все-таки есть. Этих малых сил трения достаточно, чтобы сила F получила приращение для преодоления сил трения. Для простоты примем, что сила F это сила, преодолевающая силы трения во втулках. Для появления эффекта самоторможения достаточно самых малых сил трения, а дальше начинается процесс, который будет понятен из рассмотрения расчетной схемы, показанной на рис. 3.2.8.Б.
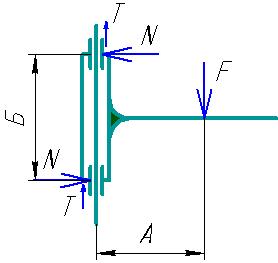
Рис. 3.2.8.Б
Поскольку сила F смещена на расстояние А, на втулках возникает уравновешивающая ее пара сил N, определяемых выражением:
N = F · A / Б.
От действия сил N на втулках возникают силы трения Т, определяемых выражением:
Т = N · f = F · A · f / Б,
где f – коэффициент трения во втулке.
Траверса может двигаться только при условии, что сумма сил трения в двух втулках меньше движущей силы F, то есть условие движения траверсы имеет вид:
2T = 2F · A · f / Б < F.
Разделив обе части неравенства на F, получим:
2f · A / Б < 1
или
A / Б < 1 / 2f.
Значение коэффициента трения можно с запасом принять равным 0,2 (трение стали по стали без смазки, а в реальности в таких узлах обычно стоят периодически смазываемые бронзовые втулки на стальных колоннах). Если отношение А/Б больше 1/2f = 1/(2·0,2) = 2,5 возникает опасность самоторможения, так как сумма сил трения 2N становится больше силы F. При увеличении силы F происходит увеличение сил трения. То есть движущая сила сама себе создает сопротивление, которое не может преодолеть и весь механизм блокируется. Отсюда и термин «самоторможение».
Об этом эффекте нужно помнить и при проектировании описанных выше механизмов с ползуном, перемещающимся по горизонтальным направляющим. Здесь силы трения, вызываемые силой тяжести самого ползуна всегда «наготове», чтобы возникло их противоборство с движущей силой, расположенной слишком далеко от скалки (или от направляющей другого типа) и чтобы взаимозависимое возрастание этих сил закончилось заклиниванием механизма.
* * *
Добавление от 04.04.2020г.
Тема устройства гидравлических прессов выходит за рамки этого раздела. Поэтому в разделе «Почему так?» размещен специальный сюжет «Гидравлические прессы», где показаны недостатки, присущие большинству таких современных машин и даны рекомендации по их устранению.
* * *
Большеразмерным механизмом линейного перемещения можно считать козловой кран, если рассматривать его движение по подкрановым рельсовым путям. И здесь мы сталкиваемся с примером, когда вновь создаваемые механизмы сделаны хуже, чем старые.
Классическая схема козлового крана показана на рис. 3.2.9. Его пролетное строение опирается на две стойки, одна из которых жесткая (левая), а вторая «гибкая». На схеме показан шарнир в точке В соединения этой второй стойки с пролетным строением. На самом деле в большинстве кранов такого шарнира нет, но сама стойка имеет малую жесткость в плоскости рисунка и ее можно считать действительно гибкой в этой плоскости.
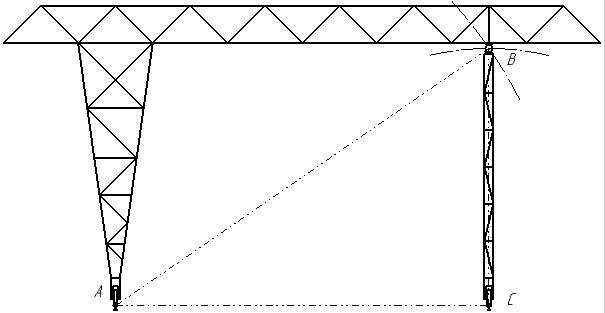
Рис. 3.2.9.
На первый взгляд, конструкция, показанная на схеме, неустойчива и «хочет» упасть вправо. На самом деле, левая стойка, составляющая одно целое с пролетным строением, правая стойка с шарниром В и точки опирания стоек на рельсы А и С образуют жесткий и очень устойчивый треугольник АБС. В тоже время, этот треугольник допускает изменение длины своей стороны АС (изменение колеи рельсов). Колея рельсов может «гулять» на несколько сантиметров и более, что и происходит в реальности. При этом треугольник АБС немного меняется, но для каждого размера колеи остается жестким. То есть кран при своем движении по рельсам приспосабливается к отклонениям колеи от номинала и в его металлоконструкциях не возникает никаких значимых напряжений и деформаций, связанных с этими отклонениями.
Устойчивость конструкции можно объяснить и иначе. Нужно посмотреть, каковы траектории движения левой стойки, жестко связанной с пролетным строением (первая часть конструкции), и правой стойки (вторая часть конструкции) в случае предполагаемого падения вправо. Ребро опрокидывания для первой части, это левый рельс А, а для второй – правый рельс С. Единственная общая точка для обеих частей это точка В. Траектория падения этой точки для первой части, это дуга окружности радиусом АВ с центром в точке А. Для второй части, — дуга радиусом ВС с центром в точке С. Эти две дуги пересекаются в единственной точке, чем объясняется невозможность падения крана.
На рис. 3.2.10. показан реальный кран, эквивалентный, показанному на схеме. Таким этот вид кранов был изобретен в незапамятные времена, таким он и оставался до относительного недавнего времени.

Рис. 3.2.10.
Но все чаще появляются краны, опирающиеся на две ноги с одинаковой и очень высокой жесткостью (рис. 3.2.11. и 3.2.12).

Рис. 3.2.11.
Мне не удалось получить ни от разработчиков, ни от эксплуатационников объяснения причины появления этих «неправильных» кранов. Буду благодарен, если кто-нибудь просветит меня на этот счет и покажет преимущества такого конструктивного решения. Пока же не вижу в нем ничего, кроме увеличения металлоемкости и превращения правильного крана в статически неопределимый, который не может приспосабливаться к отклонениям от номинала колеи подкрановых путей. А эти отклонения неизбежны для двух ничем не связанных между собой рельсов, отстоящих друг от друга на 20 и более метров. Поэтому ходовая часть таких кранов всегда работает в буквальном смысле со скрипом, с повышенным износом ходовых колес, а металлоконструкции крана испытывают совершенно лишние и не поддающиеся учету нагрузки и деформации.
Отметим, что и большинство козловых кранов, построенных по классической схеме, не обладают полной самоустанавливаемостью. У них все в порядке в плоскости рисунка 3.2.9. Но в плоскости, параллельной рельсам, самоустанавливаемости нет.

Рис. 3.2.12.
Опирание на четыре колеса или на четыре пары колес, обеспечивается только за счет более или менее выраженной деформации металлоконструкций, вызываемой как неточностями самого крана, так и неизбежными отклонениями профиля подкрановых путей. Не будет останавливаться на этой проблеме, скажем только, что она достаточно просто решается, как минимум двумя способами: либо на уровне соединения одной из стоек с пролетным строением, либо на уровне ходовой части.
Проблема статической неопределимости характерна и для подавляющего большинства мостовых кранов – от легких кран-балок до тяжелых двухбалочных мостов грузоподъемностью в десятки и сотни тонн. Действующие нормативы предъявляют очень высокие требования по точности положения их рельсовых путей, выполнить которые достаточно сложно. Проще было бы исправить конструкцию кранов и придать им самоустанавливаемость. Такие решения известны и некоторые из них приведены в книге Л.Н.Решетова. Можно предложить еще одно решение (Патент на изобретение РФ № 2621211 с приоритетом от 11.02.2016 г.), применимое ко многим мостовым кранам и в частности – к кран-балке с развитым по высоте пролетным строением (Рис.3.2.13.).

Рис. 3.2.13.
Здесь жесткое соединение пролетного строения с одной из концевых балок можно заменить сферическим шарниром, показанным на рисунке 3.2.14.
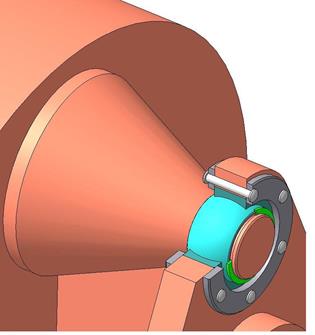
Рис. 3.2.14.
Этим обеспечивается полная самоустанавливаемость кран-балки на рельсовых путях.
* * *
В последние годы все более широко в самых различных механизмах линейного перемещения применяются направляющие качения. Это либо шариковые втулки, перемещающиеся по цилиндрическим скалкам, либо шариковые или роликовые каретки, перемещающиеся по призматичесим рельсам. Эти устройства выполняются с высокой точностью, примерно соответствующей точности подшипников качения, и обладают целым рядом преимуществ по сравнению с направляющими скольжения. Однако, при построении механизма из нескольких пар втулка-скалка или каретка-рельс возникают проблемы избыточных связей и зачастую все преимущества линейных пар качения сводятся на нет необходимостью выдерживания очень жестких допусков на точность взаимного положения звеньев механизма.
В случае шариковых втулок, это те же проблемы, что и для втулок скольжения, рассмотренные в начале раздела, и для них возможны те же решения.
Еще более сложные проблемы возникают при применении пар каретка-рельс. Каждая такая пара накладывает на звенья механизма пять связей. Поэтому в механизме линейного перемещения, то есть в устройстве с одной рабочей подвижностью, без проблем работает только одна такая пара. Это может быть, например, столик лабораторного прибора или небольшой манипулятор, для базирования которого и для восприятия рабочих нагрузок достаточно одной каретки качения.
Ситуация существенно осложняется при установке двух или более кареток на один рельс, если эти каретки жестко соединены между собой, как это обычно делается. Две каретки дают 5 избыточных связей, три каретки – 10 и т. д. Еще большие проблемы возникают, когда несколько жестко соединенных кареток ставятся на два рельса. Например, механизм с четырьмя такими каретками имеет 15 избыточных связей, независимо от того, стоят ли все четыре каретки на одном рельсе, или они установлены попарно на двух рельсах. Однако, во втором случае ситуация хуже, так как к требованиям высокой точности взаимного положения кареток, добавляется требования точного взаимного положения двух рельсов.
Какова бы ни была точность взаимного положения звеньев такого механизма, многочисленные избыточные связи и неизбежные деформации от рабочих нагрузок приводят к неравномерной нагрузке на тела качения в каретках и, следовательно, к снижению их нагрузочной способности. Некоторые производители рельсовых модулей линейного перемещения сами приводят сведения о снижении их грузоподъемности. Например, для двух жестко соединенных между собой и установленных на одном рельсе кареток это снижение составляет около 20%, а для пяти – 40%. Не встречал сведений для кареток на двух рельсах, но уверен, что в этом случае снижение грузоподъемности еще ощутимее.
Как и в любых других механизмах, решение состоит в устранении избыточных связей. Например, для ползуна с четырьмя каретками на двух рельсах можно предложить решение, схематично показанное на следующих трех рисунках (Патент РФ № 2554839 с приоритетом от 27.07.2011 г).
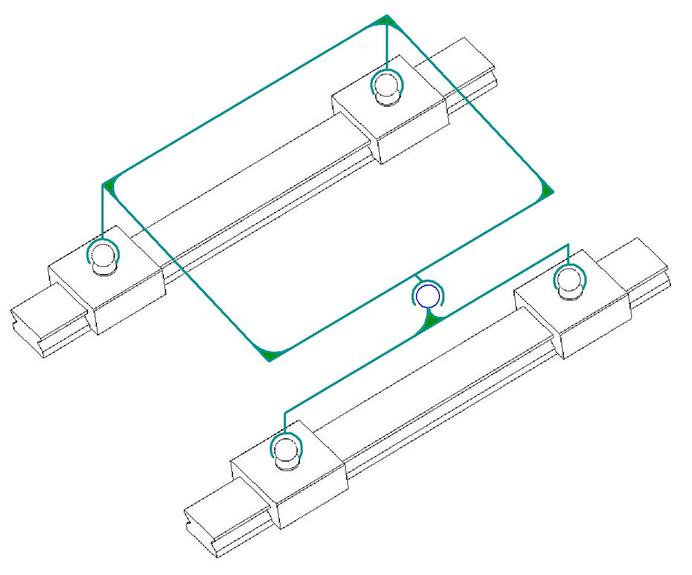
Рис. 3.2.15
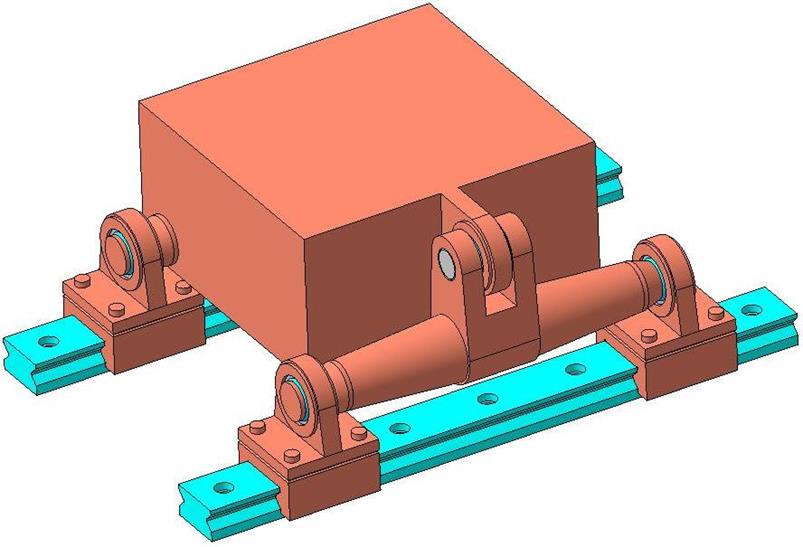
Рис. 3.2.16
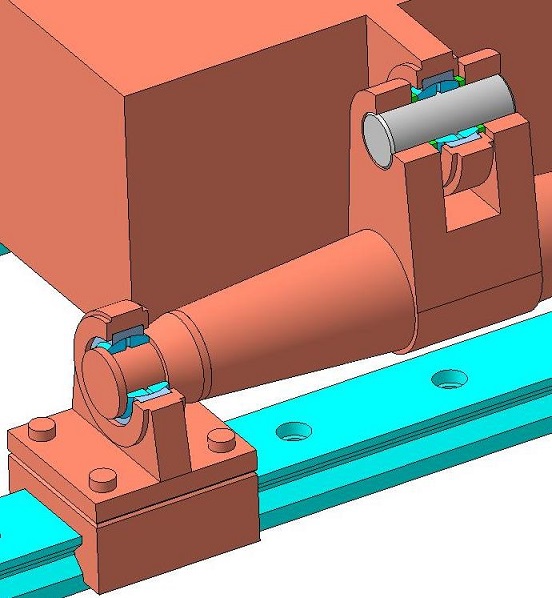
Рис. 3.2.17
Здесь сферические шарниры, выполненные на базе стандартных шарнирных подшипников, обеспечивают полную самоустанавливаемость всех кареток и механизма в целом. Поэтому нагрузка в таких каретках всегда равномерно распределяется между телами качения и эти каретки во всех случаях сохраняют свою номинальную грузоподъемность. При такой конструкции вертикальные нагрузки на ползун воспринимаются всеми каретками, а поперечные по отношению к рельсам горизонтальные нагрузки – только двумя каретками, установленными на дальнем от зрителя рельсе. Это можно счесть недостатком, но, по-моему, ситуация полностью аналогична старой истории с призматическими направляющими скольжения токарного станка. Было время, когда на всех станках суппорт и задняя бабка этих станков ставились на две треугольные призмы, выполненные на станине. Это статически неопределимая система, со всеми вытекающими последствиями. В частности, нормальная работа такого станка обеспечивалась только ручной пригонкой направляющих (шабрением призм станины). В современных станках суппорты перемещаются по одной треугольной призме и по плоскости. Строго говоря, и такая конструкция не полностью свободна от избыточных связей, но их здесь гораздо меньше и нормальная работа такого станка обеспечивается шлифовкой направляющих без какой-либо ручной пригонки. При этом точность станка не пострадала. Полагаю, что она только увеличилась.
Показанное на рисунках 3.2.15 – 16 решение предлагалось мною к обсуждению на «Металлическом форуме» и встретила там, наряду с дельными замечаниями, ожесточенную критику. Контрдоводы сводились в основном к тому, что введение дополнительных шарниров снижает жесткость системы, увеличивает суммарные зазоры в ней и, следовательно, снижает точность станка с такой системой направляющих. Считаю такие доводы, по меньшей мере, спорными, так как многочисленные избыточные связи при «жестких» каретках предопределяют наличие в каждой паре каретка-рельс определенных зазоров, а в предложенной схеме все каретки могут выполняться без зазоров или с предварительным натягом. Что касается зазоров в дополнительных сферических шарнирах, то любой стандартный шарнирный подшипник можно превратить в беззазорный или создать в нем предварительный натяг. Для этого достаточно выполнить на его наружном кольце разрез и установить это кольцо в жесткий корпус по соответствующей посадке или в разрезной корпус с регулируемой затяжкой. На наружных кольцах многих шарнирных подшипников имеются технологические разломы. На таких кольцах и разрез делать не нужно, — достаточно удалить немного металла с поверхностей разлома. Показанное решение для ползуна на четырех каретках основано на применении стандартных шарнирных подшипников в дополнение к шариковым или роликовым кареткам. Можно предложить подобную схему механизма со специальными каретками (Рис. 3.2.18), которые представляют собой комбинацию традиционной каретки и шарнирного подшипника (Патент РФ № 2564908 с приоритетом от 27.07.2011 г.).
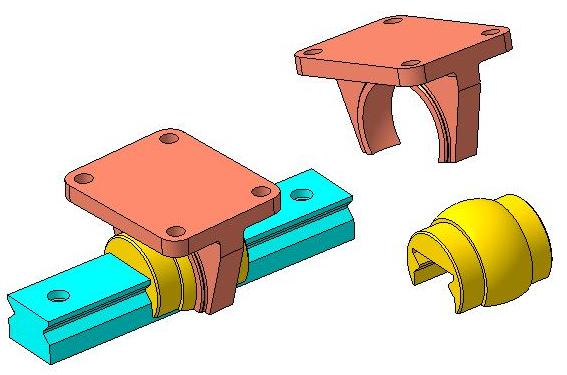
Рис. 3.2.18 Каретка для рельсовых направляющих качения со сферическим опорным узлом
Если целесообразность применения, предложенной или сходной с ней схемы для металлообрабатывающих станков можно подвергать сомнению, то во многих других случаях применения ее преимущества, по-моему, бесспорны.
Это, например, высокоточные стенды, применяемые в электронной промышленности (технология фотолитографии и т.п.), где при очень высокой требуемой точности перемещения и позиционирования практически нет силовых нагрузок.
Это, такое технологическое оборудование, как термопластавтоматы (ТПА), где схема с двумя рельсами и жестко закрепленными каретками применяется все чаще. Там, ни особая точность, ни особая жесткость не нужны, поскольку направляющие работают на вспомогательном движении – отвод и подвод подвижной плиты. Смыкание плит происходит по особым центрующим элементам. Достоверно знаю, что каретки в этих машинах меняют достаточно часто.
Наконец, это всякого рода робототехнические системы. Предлагаю посмотреть каталог фирмы Zollern, позиционирующей себя среди мировых лидеров техники линейных перемещений. Она не предлагает свои рельсовые каретки для токарных станков, но настоятельно рекомендует их для применения во всякого рода подвижных порталах с манипуляторами:
http://www.zollern.de/zru/media/PDF_Download/Automation/Gesamtkatalog.pdf
Там есть и такие системы, которые представляют собой, по сути, мостовые краны грузоподъемность до 500 кГ с пролетом в несколько метров (Рис. 3.2.19).

Рис. 3.2.19. Одна из робототехнических систем фирмы Zollern
Рельсы монтируются на стальных ригелях, которые опираются на стальные сварные колонны, закрепленные анкерными болтами на фундаментах в полу цеха. Особенно интересны фото в конце каталога. Кстати, в этих системах есть и рельсы с «жесткими» каретками, есть и скалки с «жесткими» втулками. И во всех этих системах слишком много избыточных связей, чтобы они работали нормально при минимальных зазорах в сопряжениях и, тем более, — при наличии преднатяга в каретках или близкого к нулю зазора во втулках. Уверен, что зазоры там достаточно велики и поэтому почти все преимущества кареток качения сводятся этими зазорами на нет. Здесь самый высокий уровень технологии изготовления кинематических пар вступает в противоречие с заведомо невысокой точностью строительных конструкций. Считаю это примером сочетания самых передовых и высокотехнологичных элементов (рельсы и каретки) и порочной конструкции механизмов, в которых они применяются. В таких системах предложенное конструктивное решение сняло бы многие проблемы.
* * *
В октябре 2014 г. в Москве на Красной Пресне прошли сразу несколько выставок, где демонстрировалось оборудование для всевозможной обработки металлов, пластмасс и древесины. На многих показанных там машинах имеются механизмы линейных перемещений и по ним можно составить представление о текущей ситуации в этой области.
Иллюстрации в этом разделе, это миниатюры, которые можно увеличить щелчком левой кнопки мыши при наведенном на миниатюру курсором.
Из механизмов с направляющими скольжения можно отметить токарный станок Рязанского станкостроительного завода (Рис. 3.2.20). На нем по-прежнему суппорт перемещается по двум треугольным призмам станины, тогда как подавляющее большинство производителей давно делают станину с одной такой призмой и с опорной плоскостью. Такое решение устраняет не все избыточные связи, но дает существенные технологические преимущества при изготовлении станка без ущерба для его точности и нагрузочной способности направляющих.
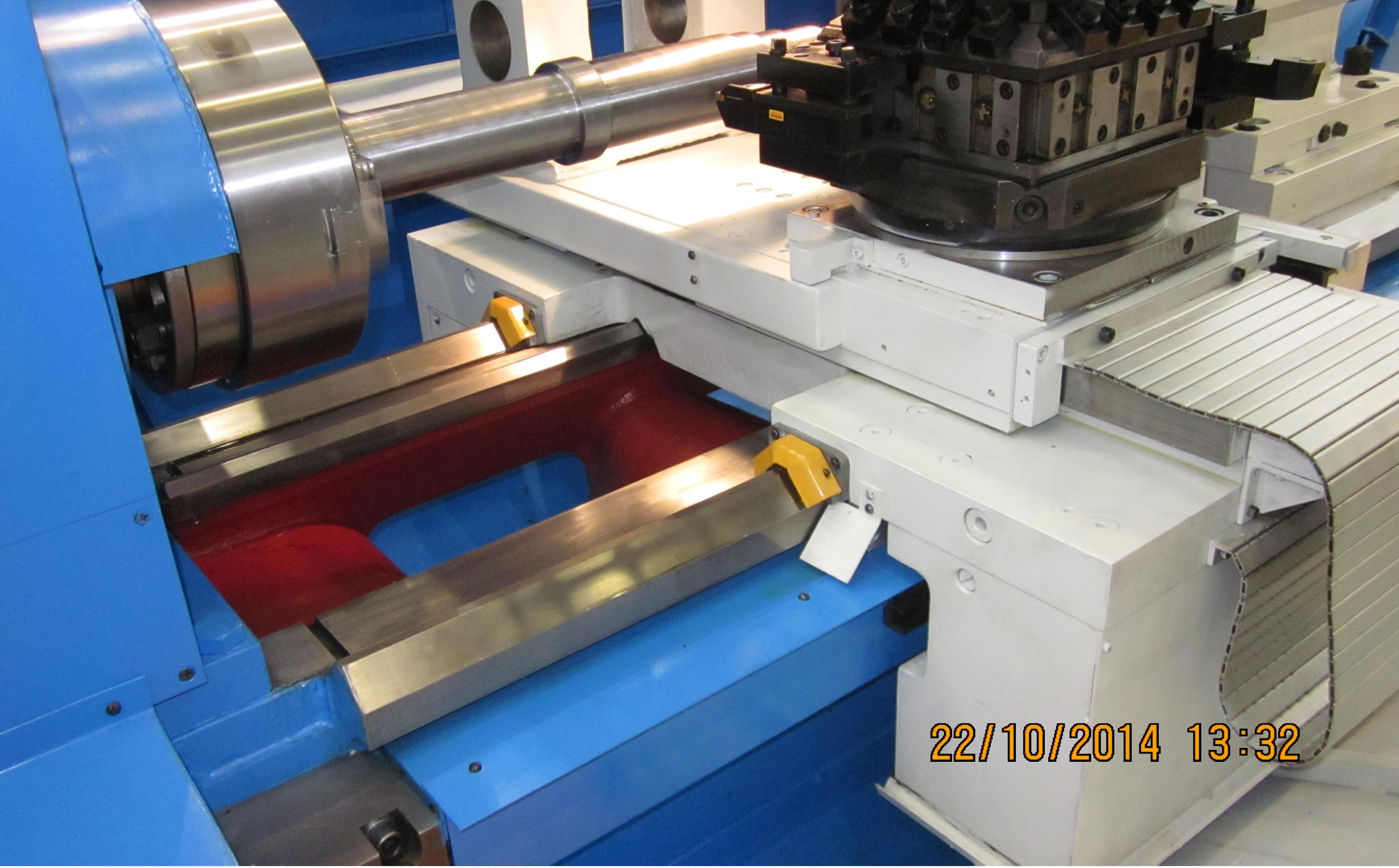
Рис. 3.2.20 Призматические направляющие токарного станка
Что касается направляющих качения, то наблюдается все более широкое их применение – от относительно небольших обычных токарных станков (Рис. 3.2.21) до крупногабаритных станков с ЧПУ всевозможного назначения (Рис. 3.2.22). На обоих этих рисунках показаны машины с направляющими в виде пары профильных рельсов, закрепленных на станине, и четырех шариковых или роликовых кареток, установленных попарно на этих рельсах и жестко закрепленных на подвижном суппорте или на портале станка. На сегодня это самый распространенный вариант для подобного оборудования.
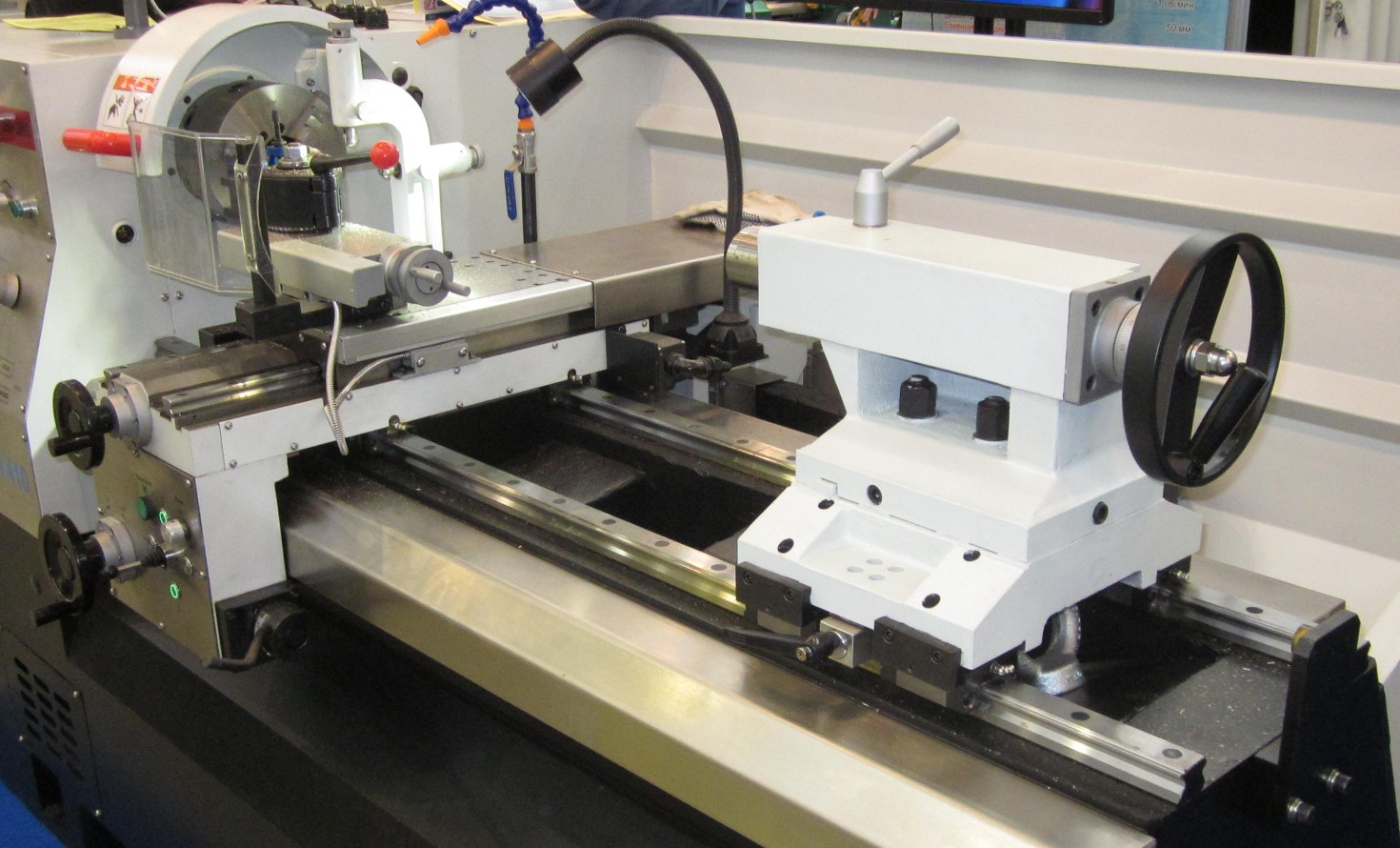
Рис. 3.2.21 Рельсовые направляющие качения на токарном станке

Рис. 3.2.22 Рельсовые направляющие качения на раскройном станке с ЧПУ
Выше уже много было сказано о недостатках таких направляющих, а здесь можно отметить следующее. В случае токарного станка речь идет о паре рельсов, устанавливаемых на одной стороне станины и относительно близко друг к другу. А у портальной машины с ЧПУ, как правило, рельсы устанавливаются на разных и далеко отстоящих друг от друга сторонах станины. В обоих случаях требуется очень высокая точность обработки посадочных мест на станине и на суппорте или на портале, но во втором случае это требование выполнить гораздо сложнее. Именно для таких машин целесообразно отказаться от «жесткой» схемы крепления кареток и перейти к той или иной самоустанавливающейся системе крепления.
На портальных машинах с ЧПУ применяют также рельсы круглого сечения с установленными на них шариковыми каретками или профильными опорными роликами. На рис. 3.2.23 показан пример такой машины. Здесь белыми стрелками и прямоугольниками выделены узлы, показанные отдельно на рисунках 3.2.24 и 3.2.25.

Рис. 3.2.23 Портал с цилиндрическими направляющими качения

Рис. 3.2.24.
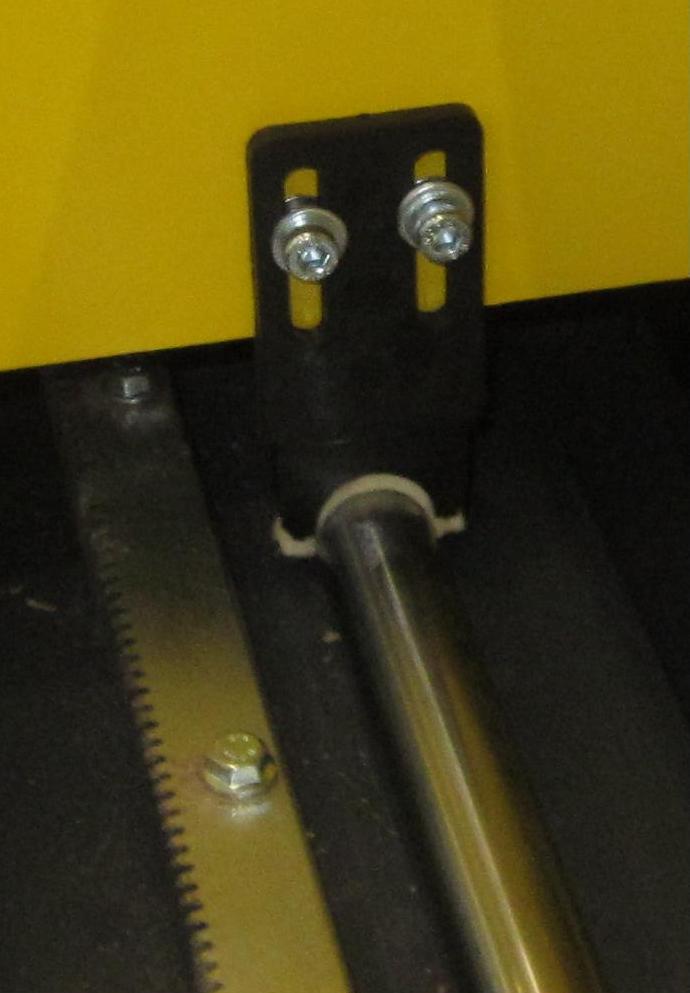
Рис. 3.2.25
На рис. 3.2.25 показан круглый рельс, установленный на левой стороне станины. Точно такой же стоит и на ее правой стороне. То есть системе присущи те же недостатки, что и у системы с профильными рельсами. Но, благодаря тому, что у каждой пары рельс круглого сечения – каретка или опорный ролик, число накладываемых на механизм связей на единицу меньше, чем у кареток на профильных рельсах, общее число избыточных связей меньше на четыре единицы. Поэтому такая система немного менее чувствительна к точности взаимного положения рельсов и кареток или опорных роликов, хотя и не обеспечивает полной самоустанавливаемости механизма.
Несколько реже встречается система с двумя рельсами треугольного профиля с катящимися по ним опорными роликами соответствующего профиля (Рис. 3.2.26). С точки зрения самоустанавливаемости эта система также несовершенна. Она немного лучше, чем профильные рельсы с каретками, и немного хуже, чем каретки или опорные ролики на рельсах круглого сечения.
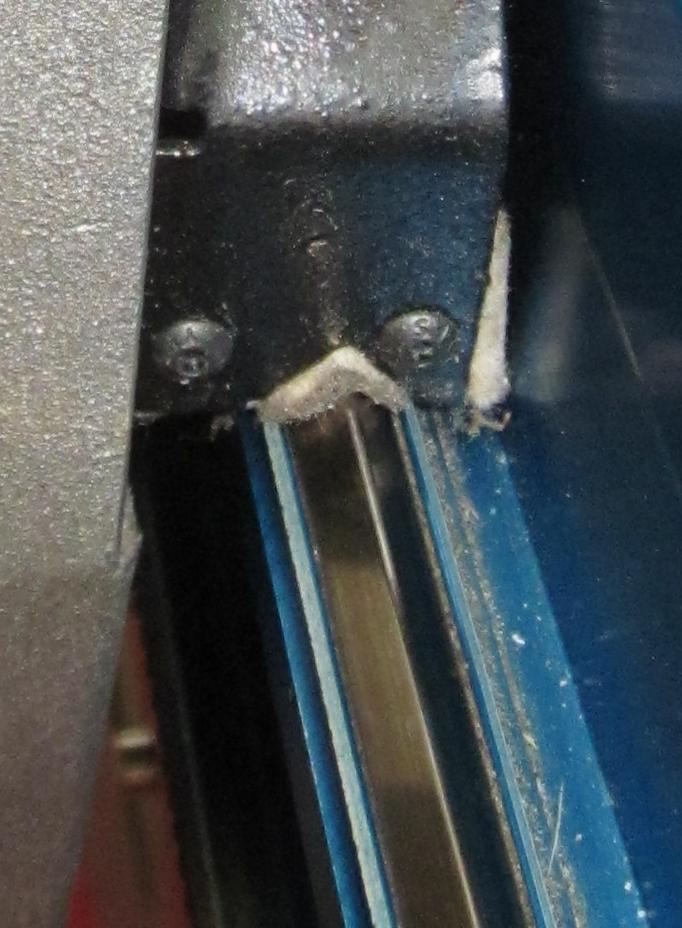
Рис. 3.2.26
Примечательно появление редких пока систем направляющих с комбинацией кареток на профильных рельсах и опорных роликов на плоских рельсах. Примером могут служить направляющие стола координатно-пробивного пресса турецкой фирмы Durmazlar (Рис. 3.2.27). Эта система устраняет не все избыточные связи, но сводит их число к минимуму.

{kind=link}
На мой взгляд, появление такого решения свидетельствует о том, что некоторые производители осознают недостатки широко распространенных «неправильных» систем и ищут пути устранения избыточных связей.
К оборудованию с линейными направляющими с относительно невысокими требованиями к их точности можно отнести несколько демонстрировавшихся лесопильных рам, например раму с циркулярными пилами, показанную на рис. 3.2.28.

Рис. 3.2.28
По кинематике, порталы таких машин можно сравнить с грузовыми тележками мостовых кранов. Примечательно, что, как правило, для портала лесопильных рам прямолинейное перемещение задает лишь один из двух рельсов. Только два колеса, стоящие на этом рельсе имеют реборды, охватывающие его с двух сторон. Либо колеса делаются без реборд, а с этим направляющим рельсом взаимодействуют боковые ролики. Второй рельс является только опорным и «не мешает» первому выполнять его направляющую функцию. Это выгодно отличает такие системы от грузовых тележек, которые в подавляющем большинстве случаев имеют по паре реборд на всех четырех ходовых колесах.
На 3.2.29 виден привод канатного механизма перемещения портала.

Рис. 3.2.29
Такое решение привода с канатоведущим шкивом заведомо дешевле и проще цепного привода и, тем более, привода с зубчатой рейкой. Однако, с точки зрения обеспечения самоустанавливаемости, следовало бы разделить нижний двухручьевой шкив на два отдельных. То есть поставить на одну ось два шкива, каждый из которых имеет свои подшипники. Этим устраняется геометрическое скольжение каната по шкиву, вызываемое отклонениями диаметров ручьев спаренного шкива и разницей натяжений сбегающей и набегающей ветвей канта на верхнем шкиве. Еще лучше разнести два нижних шкива по оси перемещения портала с тем, чтобы увеличить угол охвата канатоведущего шкива. Этим существенно повышается тяговая способность этого шкива (поскольку она находится в степенной зависимости от угла охвата) с одновременным уменьшением радиальной нагрузки на подшипники выходного вала червячного редуктора.
В целом, оценивая ситуацию по этому краткому обзору, можно сказать, что в механизмах линейного перемещения расширяется область применения направляющих качения и есть признаки работы конструкторов над обеспечением самоустанавливаемости таких механизмов.
* * *
Добавление от 23.0520.20
Несколько обращений к производителям оборудования с предложением поставить простые опыты с линейными направляющими качения на действующих станках не встретили понимания. Поэтому в общий доступ выложен архив с чертежами и пояснительной запиской, по которым желающие могут самостоятельно поставить такие опыты на имеющемся у них оборудовании. Суть опыта в том, что на действующем станке измеряются его основные характеристики (жесткость, точность позиционирования, повторяемость положения, сила сопротивления перемещению суппорта). Затем между каретками линейных призматических направляющих и суппортом станка устанавливаются промежуточные опоры и добавляется еще одно промежуточное звено. Таким образом реализуется конструкция, схема которой показана на рис. 3.2.15. Снова измеряются те же характеристики станка и по их сравнению делается вывод о целесообразности внесенных изменений в механизм направляющих. При необходимости, станок может быть возвращен в исходное состояние путем снятия узлов, установленных для проведения опыта.
Ссылка для скачивания архива:
https://yadi.sk/d/10rMs3l_v5Ygug
3.3. ШАРНИРНО-РЫЧАЖНЫЕ МЕХАНИЗМЫ
Для этого типа механизмов показательна эволюция узлов автомобильной подвески ходовой части.
Все было относительно просто, понятно и почти правильно, пока везде применялась классическая подвеска на листовых рессорах. Но стремление использовать преимущества независимой подвески колес и применение спиральных пружин, резко усложнило ситуацию, и путь к правильной конструкции у разных производителей складывался по-разному. Насколько знаю, «Ситроен» практически сразу применил правильную механику для своей знаменитой гидропневматической подвески, обойдясь одним рычагом и амортизаторной стойкой, а у других фирм путь был долгим и тернистым. Несколько десятилетий сохранялись различные варианты двухрычажной схемы подвески переднего колеса, в которой много избыточных связей, и, соответственно, много проблем.
Такой долго оставалась подвеска передних колес нашей «Волги», которая перекочевала на нее практически без изменений с «Победы», и всякий, имевший с этой машиной дело, знает, сколько внимания требует эта подвеска и как быстро она выходит из строя при небрежном техобслуживании или отсутствии такового. Только в последние годы «ГАЗ» освоил, так называемую бесшкворневую двухрычажную подвеску, но еще не устранил из нее все избыточные связи. Между тем, правильная схема двухрычажной подвески известна достаточно давно и была у ГАЗовцев перед глазами. Например, по ней сделана подвеска классических моделей автомобилей ВАЗ, точнее, так было сделано фирмой ФИАТ не позднее 1965 г. В этой схеме оба рычага соединяются с поворотным кулаком шаровыми опорами, а все остальное (рулевая тяга, амортизатор, стабилизатор поперечной устойчивости, опорная пружина) присоединено к подвеске не накладывающими избыточных связей кинематическими парами (свободное опирание, сайлент-блок или сферический шарнир).
Теперь эта схема встречается все реже и, видимо, окончательно утверждается подвеска с одним рычагом, соединенным с поворотным кулаком шаровой опорой. Второй опорой для кулака служит жестко соединенная с ним амортизаторная стойка, верхнее соединение которой с кузовом эквивалентно сферической опоре. Не анализировал специально, остались ли в этой схеме какие-то избыточные связи, но, похоже, их там нет, и схема практически идеальна с точки зрения самоустанавливаемости. Соответственно, этот узел практически не требует обслуживания, и срок его службы определяется не недостатками конструкции нагруженных элементов, а таким «пустяком», как долговечность резинового чехла шаровой опоры. Пока цел этот чехол, цела и шаровая опора, воспринимающая основную нагрузку.
Медленно, но верно движутся конструкторы-автомобилисты к идеальной подвеске заднего ведущего моста. Похоже, с легковыми автомобилями уже более или менее разобрались. Здесь появились реактивные тяги, каждая из которых воспринимает «свою» нагрузку и не мешает работать другим элементам подвески. На некоторых «продвинутых» легковых марках появился шарнирный ведущий задний мост. Очередь за тяжелыми грузовиками, на которых (за исключением, видимо, чешской «Татры») до идеала еще далеко.
Вовсе не хочу обидеть автомобилестроителей, да и не моя это сфера деятельности, чтобы всерьез ее критиковать, тем более, что всегда рискуешь ошибиться, не зная каких-либо нюансов. Пишу об этих вещах, только чтобы наглядно показать каким долгим бывает путь к правильному решению, если действовать по интуиции, а не по четким принципам. Ведь если бы изначально конструкторы следовали правилам:
- накладывай на звено механизма только необходимый минимум связей,
- предпочтительно, чтобы ни одно звено не дублировало работу другого,
- если для выполнения одной работы желательно применение двух и более звеньев, нагрузка между ними должна распределяться автоматически, за счет плавающего звена или с помощью уравнительного устройства,
путь был бы короче, а промежуточные неполноценные или вовсе ошибочные решения просто не появились бы на свет.
Интересна ситуация с простейшим шарнирно-рычажным механизмом, применяемым во многих машинах, таких как грузоподъемные краны, одноковшовые экскаваторы (Рис. 3.3.1), фронтальные погрузчики, трубоукладчики и т. п. Это узел соединения стрелы машины с ее остовом. Как правило, этот узел выполняется в виде двух цилиндрических шарниров типа втулка-палец. Вместо пяти минимально необходимых связей, эти два шарнира накладывают на звенья механизма не менее девяти связей, а если конструкция предполагает восприятие осевой нагрузки обоими шарнирами, то и все десять.

Рис. 3.3.1
Соответственно, этот простой узел ставит некоторые проблемы для изготовителей и совсем серьезные проблемы для эксплуатационников. Чтобы обеспечить нормальную сборку и удовлетворительную работу узла ведущие западные производители применяют дорогостоящие технологические приемы. Окончательная обработка посадочных мест для втулок и пальцев производится после отжига крупногабаритных сварных металлоконструкций в больших печах. И выполняется эта обработка на координатно-расточных станках соответствующих размеров. Однако и такие меры не устраняют проблемы, связанные со статической неопределимостью. Площадь пятен контакта в обоих парах втулка-палец всегда меньше номинальной, что приводит к ускоренному износу деталей сопряжения. Как правило, посадочный диаметр таких шарниров сильно завышается с точки зрения прочности пальца на изгиб и на срез. Видимо, это делается в стремлении снизить контактные напряжения и уменьшить износ. Но это мало что дает из-за невозможности обеспечить контакт сопрягаемых поверхностей по всей номинальной площади. Ведь даже при идеальной исходной соосности двух шарниров неполный контакт неизбежен из-за деформации шарниров под рабочей нагрузкой.
Распространено мнение, что новые пальцы и втулки быстро «прирабатываются» и дальше работают с достаточной большой площадью контакта. В этом есть доля правды, но она невелика. Приработка действительно имеет место. Если разобрать работавший какое-то время шарнир, можно увидеть следы приработки на довольно большой площади. Однако это не есть площадь фактического контакта, поскольку в каждом отдельном положении механизма относительное положение деталей шарнира различно.
Свидетельство наличия проблем можно увидеть, например, в инструкции по эксплуатации любого импортного экскаватора. В ней предписывается ежесменная смазка этих и целого ряда других шарниров рабочего оборудования, в которых есть те же проблемы (узлы соединения рукояти со стрелой, ковша с рукоятью и т. п., всего до 20 и более точек смазки). Причем требуется не просто пополнить полости шарниров консистентной смазкой, а полностью вытеснить старую смазку свежей. Кроме того, западные производители, точно как и наши, прилагают к своим машинам чертежи пальцев и втулок, как быстроизнашивающихся деталей.
Наши производители дорогостоящие технологии обычно не применяют, и у них получается примерно такая картина:
В новых шарнирах предусматривается зазор около миллиметра, и даже при таких зазорах они собираются только с помощью кувалды. Первую неделю оборудование работает со скрежетом, даже без нормальной нагрузки. Затем скрежет сменяется лязгом в разбитых шарнирах.
Между тем именно у наших производителей правильное решение находится буквально перед глазами. Это узлы крепления гидроцилиндров того же рабочего оборудования. Нужно отметить, что у нас подавляющее число гидроцилиндров опираются на сферические шарнирные подшипники. Это один из редких случаев, когда наши изделия общего машиностроения делаются хоть в чем-то лучше, чем у ведущих западных производителей. Как ни странно, ни на одном японском, немецком и прочих экскаваторах и им подобных машинах, мне не доводилось видеть таких шарниров на гидроцилиндрах рабочего оборудования. Везде стоят цилиндрические шарниры, с присущими им проблемами.
Когда-то так было и у нас. И, поскольку с применяемыми технологиями у нас дела хуже, доходило до задиров на зеркальных поверхностях штока и гильзы, а иногда и до погнутых или поломанных штоков. Благодаря шарнирным подшипникам эти проблемы в прошлом.
Но сказав «А» мы не сказали «Б». Такие же подшипники давно следовало бы поставить и в рассматриваемых шарнирах стрелы и других звеньев рабочего оборудования.
Эта простая мера обеспечит во всех случаях контакт сопрягаемых деталей по всей номинальной площади, нормальную сборку, а высокая долговечность шарниров будет обеспечена, кроме прочего, тем, что в них будут не миллиметровые исходные зазоры, а оптимальные посадки, применяемые для подшипников скольжения. Только нужно отказаться от обычно практикующихся попыток распределить осевую нагрузку между двумя шарнирами. При этом нет необходимости в применении дорогостоящих технологий. Достаточна точность взаимного положения шарниров, которая получается при механической обработке посадочных мест в отдельных деталях на обычном универсальном станочном оборудовании, с последующей их приваркой по кондуктору к крупногабаритным металлоконструкциям.
Рассмотрим возможный вариант такого решения на примере узла крепления пяты стрелы экскаватора, которая упрощенно показана на рис. 3.3.2.
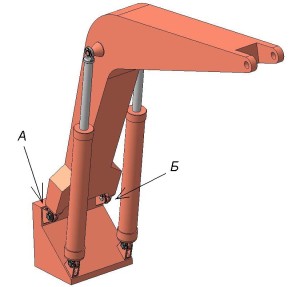
Рис. 3.3.2
Стрела опирается на шарниры А и Б, конструкция которых выполнена на базе шарнирных подшипников типа ШС45 с динамической грузоподъемностью 368 кН (36,8 тнс) каждый. Основная нагрузка, действующая на стрелу, распределяется поровну между двумя шарнирами. Осевую нагрузку воспринимает только шарнир А, чем обусловлена его более сложная конструкция. Можно было бы скопировать типичную конструкцию шарнира, применяемую для гидроцилиндров. Но у нее есть один недостаток. Наружное кольцо подшипника в проушине гидроцилиндра обычно крепится в осевом направлении двумя пружинными стопорными кольцами. При этом получается довольно большой габарит проушины в осевом направлении. Отсюда и увеличенное расстояние от центра шарнира до опорных точек его оси и повышенная изгибная нагрузка на эту ось. На мой взгляд, лучше заневолить это кольцо подшипника двумя крышками, закрепленными на проушине заклепками. Заодно в эти крышки можно встроить уплотнения подшипника в виде простых резиновых колец. (К сожалению, насколько знаю, наша промышленность не выпускает шарнирные подшипники со встроенными уплотнениями, подобными тем, какие применяются в радиальных шарикоподшипниках серии 180000. Есть такие импортные подшипники, но они существенно дороже наших.)
На рисунках показаны проушины, выполняемые из литых или штампованных заготовок, но они могут быть и сварными.
Не показаны каналы для смазки. Их расположение зависит от конструкции конкретной модели выбранного подшипника. Кроме того, здесь возможна и установка выпускаемых промышленностью подшипников, не требующих смазки, которые, правда, существенно дороже обычных.
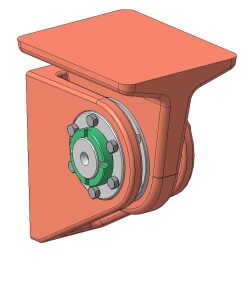
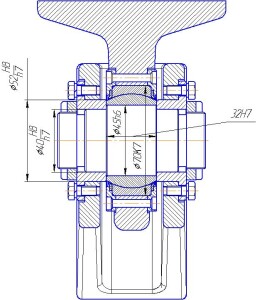
Рис. 3.3.3 Шарнир А
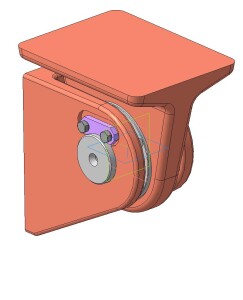
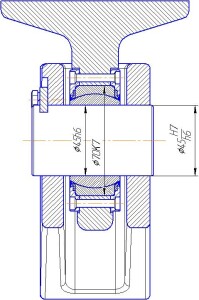
Рис. 3.3.4 Шарнир Б
Такое же решение применимо и для стрел фронтальных погрузчиков, кранов, трубоукладчиков и им подобных машин. На рабочем оборудовании экскаваторов и фронтальных погрузчиков кроме рассмотренных опор стрелы имеются еще несколько шарнирных соединений других частей рабочего оборудования. Обычно в них стоят те же цилиндрические шарниры и далеко не всегда это правильно с точки зрения самоустанавливаемости. С каждым из таких соединений следует разобраться по той же логике, что и для опор стрелы.
Интересны шарнирно-рычажные механизмы щековых камнедробилок. По своей кинематике эти машины делятся на дробилки с простым, сложным и комбинированным движением дробящей щеки. Кинематические схемы первых двух показаны на рис. 3.3.5.
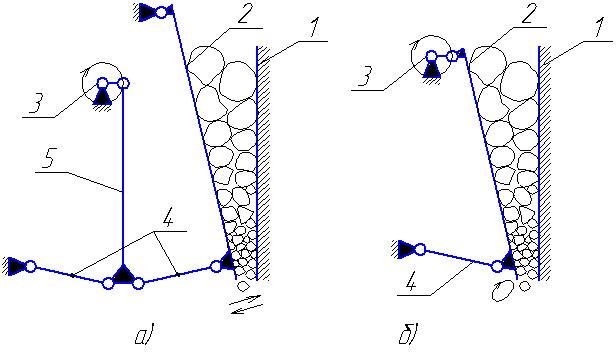
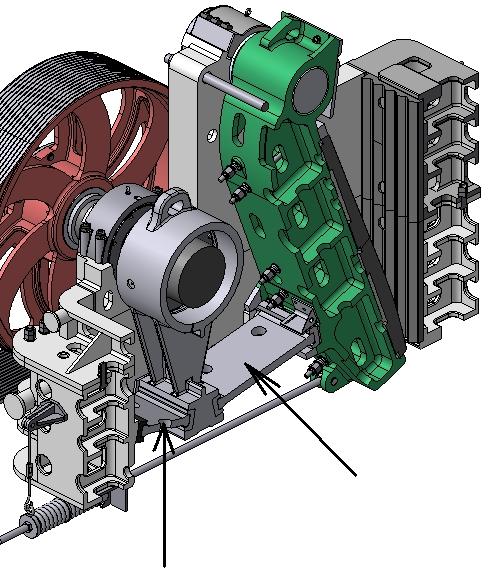{kind=link}
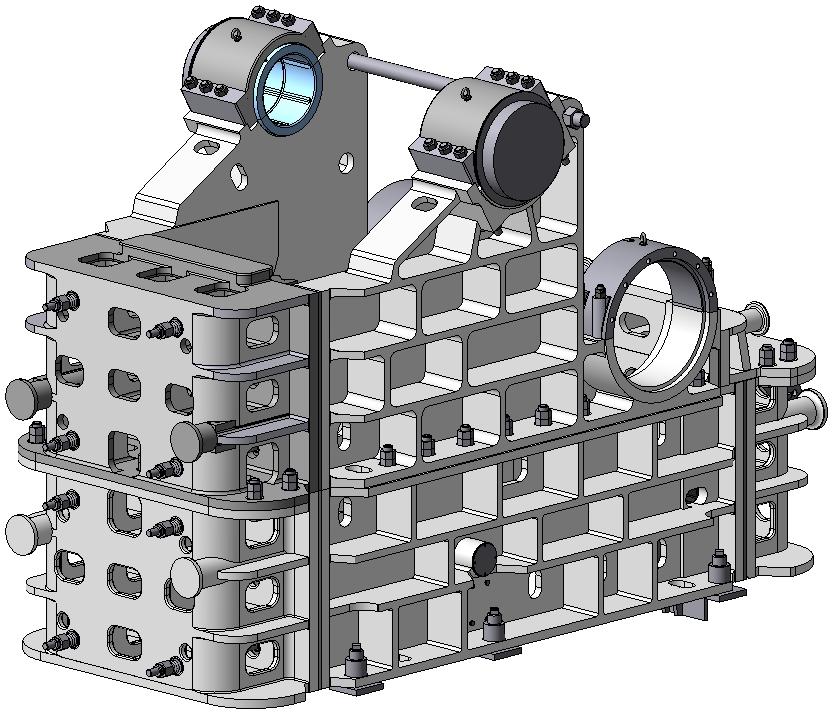{kind=link}
Рис. 3.3.5.
Дробилка с простым движением (а) имеет неподвижную 1 и подвижную щеки, между которыми дробится материал, эксцентриковый вал 3, два распорных элемента 4 и шатун 5. При вращении эксцентрикового вала 3 подвижная щека 2 совершает качательные движения, приближаясь к неподвижной щеке и отдаляясь от нее. Траектории всех точек щеки представляют собой дуги окружностей с центром в точке подвеса ее верхней части. Длина этих дуг увеличивается сверху вниз и максимальна в нижней точки щеки.
Дробилка со сложным движением (б) отличается от первой тем, что у нее нет шатуна, подвижная щека навешивается непосредственно на эксцентриковый вал и имеется только один распорный элемент. При этой более простой конструкции движение подвижной щеки получается сложным. Если точки дробящей щеки первой дробилки перемещаются почти по прямой, то у второй форма траекторий различных точек различна. В верхней части это практически окружность с радиусом равным смещению эксцентричной части вала 3, а в нижней части траектория близка к эллипсу.
Это различие принципиально с точки зрения эксплуатационных качеств двух машин. Различие формы траекторий проявляется в том, что в дробилке с простым движением происходит почти чистое сдавливание кусков дробимого материала, а во второй машине сдавливание сопровождается значительным проскальзыванием. Обе машины способны дробить высокопрочные горные породы, но во второй происходит гораздо более интенсивный износ сменных дробящих плит. Поэтому первые машины следует применять для дробления высокоабразивных пород, а вторые – для малоабразивных. Еще один недостаток дробилки со сложным движением состоит в том, что рабочая нагрузка (большая часть усилия дробления) приложена к вращающемуся эксцентриковому валу. А в первой машине эта нагрузка приложена к оси подвеса подвижной щеки, которая не вращается, а совершает небольшие возвратные поворотные движения. Поэтому у дробилки с простым движением, при прочих равных условиях, подшипники эксцентрикового вала нагружены многократным меньшим усилием.
В плоских кинематических схемах обеих машин по рис. 3.3.5. избыточных связей нет. Но в реальных механизмах этих связей достаточно много, особенно в машинах первого типа. Статическая неопределимость высокой степени вызвана тем, что распорные элементы 4 представляют собой широкие плиты, которые теоретически должны передавать усилия на другие звенья машины через линейный контакт типа цилиндр-плоскость.
Рассмотрим ситуацию на примере дробилки с простым движением и воспользуемся иллюстрациями (рисунки 3.3.6., 3.3.7. и 3.3.10.), взятыми с сайта «Конкурс АСов 3D-моделирования», проводимого компанией АСКОН bestmodels.ascon.ru (Проект: Дробилка щековая, Разработчик: ОАО «Электростальский завод тяжелого машиностроения», 2006 г.).
На рис. 3.3.6. показан общий вид дробилки, о размерах которой можно судить по тому, что она способна принимать на дробление куски гранита размером до 1 м.
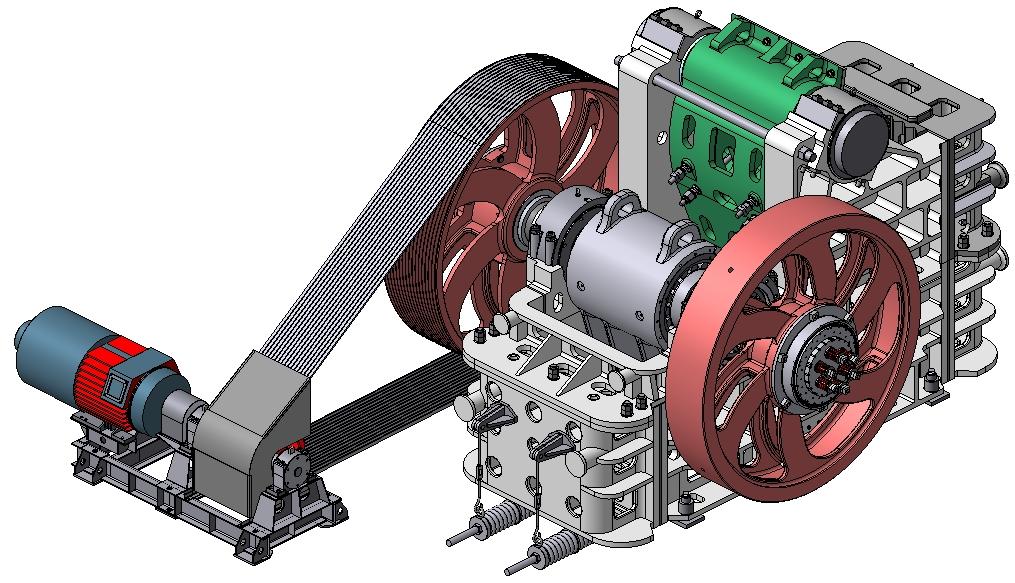
Рис. 3.3.6.
На рис. 3.3.7 показан продольный разрез машины, на котором видны ее распорные плиты (указаны стрелками). Эти плиты свободно ставятся между сухарями шатуна, щеки и упорного узла на станине, а силовое замыкание механизма обеспечивается двумя подпружиненными тягами.
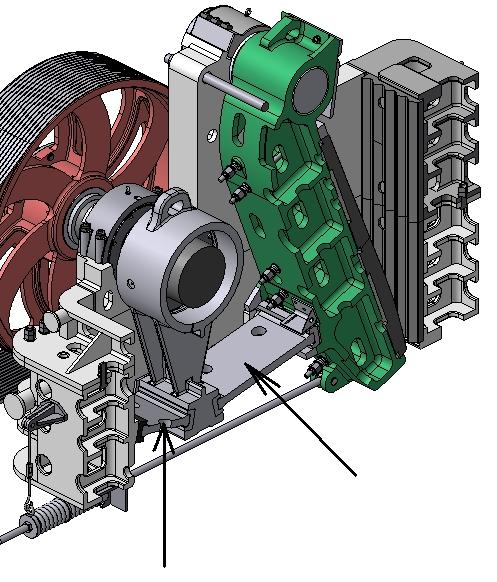
Рис. 3.3.7.
Большая ширина распорных плит определяется большими передаваемыми усилиями. Для нормальной работы машины, необходимо обеспечить контакты этих плит по всей их ширине с сухарями на нижней части шатуна, на нижней части дробящей щеки и на заднем упорном узле станины. Для этого при изготовлении нужно выдерживать жесткие требования по параллельности оси эксцентрикового вала, оси подвеса щеки, посадочных мест на верхней и нижней частях шатуна, на верхней и нижней частях щеки, на заднем упорном узле станины, контактных поверхностей распорных плит. И это еще не полный перечень жестких допусков.
Реально достигаемая точность взаимного положения указанных элементов такова, что при сборке приходится выполнять подгонку по месту и принимать такие меры, как свинцовую заливку между сухарями и их опорами на щеке и на заднем упорном узле. Но все это не решает проблему полностью, так как подогнать положения звеньев по месту или придать им нужное положение с помощью упомянутой заливки можно только для какого-то одного положения механизма. Во всех других положениях отклонения от номинала неизбежны.
В результате распорные плиты всегда либо имеют неравномерно нагруженные контакты по ширине, либо вообще работают преимущественно углами. Отсюда появление несимметричных нагрузок на шатун, на подшипники эксцентрикового вала, на дробящую щеку, на подшипники оси ее подвеса. В доказательство наличия таких нагрузок можно привести следующий факт.
На малых типоразмерах дробилок распорные плиты, помимо своей основной функции, играют роль предохранительных элементов на случай попадания в камеру дробления недробимого тела (например, зуб ковша карьерного экскаватора). Для этого на плите специально делается ослабленное сечение или местный изгиб, по которому она в аварийных случаях ломается и выпадает из механизма. Такая плита выглядит примерно так, как показано слева на рис. 3.3.8.
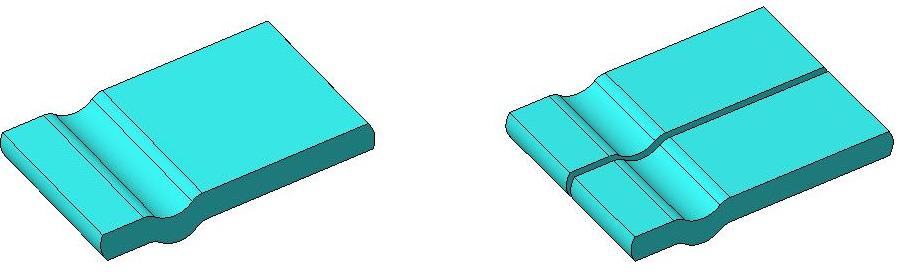
Рис. 3.3.8.
А справа на этом же рисунке показано то, что иногда происходит в реальности. Плита ломается не поперек по изгибу, как ей «положено», а вдоль. При этом две половинки не выпадают из механизма и продолжают работать. Это явное свидетельство работы плиты углами, расположенными по ее диагонали. Машина как бы сама «подправила» ситуацию, сделав распределение нагрузок по ширине контакта плиты с сухарями более равномерным.
Существует простое конструктивное решение (а.с. СССР № 967554 с приоритетом от 1980 г.), которое делает механизм самоустанавливающимся и таким образом устраняет показанные выше проблемы. Его суть состоит в применении вместо обычных распорных плит сдвоенных распорных элементов, как это показано на рис. 3.3.9.
Слева вверху распорные элементы показаны раздельно, справа вверху они сопряжены друг с другом, а внизу показаны две пары этих элементов, установленные между сухарями на нижней части шатуна, на щеке и на заднем упорном узле станины.
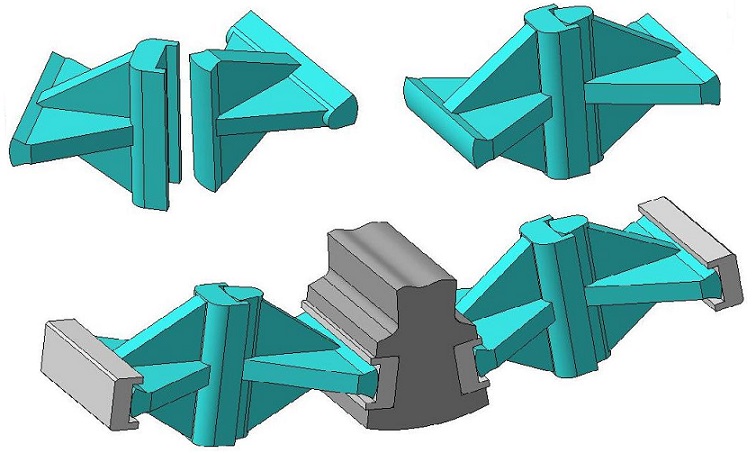
Рис. 3.3.9.
Прямоугольные пазы на сухарях и на распорных элементах несколько шире контактирующих с ними цилиндрических головок. Это позволяет распорным элементам не только поворачиваться при сборке механизма относительно друг друга в горизонтальной плоскости, но и устанавливаться под некоторым углом в вертикальной плоскости. Этим обеспечивается самоустанавливаемость узла распора. А для обеспечения самоустанавливаемости всего механизма следует заменить цилиндрические подшипники скольжения оси подвеса щека, на сферические.
Таким образом, не только нормализуется работа машины (равномерное распределение нагрузок на силовые элементы, отсутствие «лишних» натягов и деформаций) и, как следствие, повышается ресурс, но и существенно упростится изготовление ее составных частей в частности – станины, показанной на рис. 3.3.10.
Рис. 3.3.10.
В рассматриваемом примере станина представляет собой крупногабаритную сборно-сварно-литую конструкцию с разъемными, но неотделимыми от ее верхней части корпусами подшипников эксцентрикового вала и оси подвеса щеки. Такая конструкция корпусов предопределена необходимостью обеспечения параллельности посадочных мест нескольких звеньев механизма, о которой говорилось выше. Механическая обработка корпусов на такой станине сложна сама по себе и должна выполняться на координатно-расточном станке соответствующих размеров.
При обеспечении самоустанавливаемости мехобработка силовых звеньев механизма (шатун, щека, распорные элементы, упорный узел станины) упрощается, так как можно существенно расширить поля допуска на взаимное положение посадочных мест. Корпуса опорных подшипников можно отделить от станины, сделать их неразъемными и обрабатывать на токарном станке. В таком случае мехобработка станины сведется к фрезерованию плоскостей под опорные подшипники и под упорный узел на ее задней стенке. Причем эту обработку можно выполнять на отдельных частях станины, до ее сборки.
Предлагаемое решение применимо и к дробилке со сложным движением щеки, где единственную распорную плиту можно заменить парой распорных элементов.
Примечательно, что работоспособность этого решения можно проверить практически на любой работающей дробилке, заменив распорную плиту несложными в изготовлении элементами. Однако ни одним из производителей это до сих пор не сделано. Решение удостоилось цитирования в книге А.Ф. Крайнева «Словарь-справочник по механизмам» издания 1987 г. и дальше этого дело не пошло.
3.4. ПРИВОДЫ ВРАЩАЮЩИХСЯ РАБОЧИХ ОРГАНОВ
С точки зрения самоустанавливаемости, большая часть проблем здесь связана с хорошо известным правилом: «Не ставь жесткий вал на три опоры».
Сразу оговоримся, что главным образом это правило относится к опорам, представляющим собой подшипники, установленные в съемных корпусах на больших станинах, где посадочные места затруднительно или невозможно обработать с одной установки. При некоторых условиях многоопорные валы работают нормально. Например, жесткий коленчатый вал четырехцилиндрового двигателя внутреннего сгорания благополучно опирается на пять коренных подшипников. Но эти подшипники выполнены расточкой с одной установки в одной детали – картере двигателя, а опирающиеся на них коренные шейки (шипы) вала прошлифованы также с одной установки. Поэтому пять таких подшипников и коленвал можно рассматривать как одну длинную цилиндрическую кинематическую пару.
Здесь мы рассмотрим случаи, когда установка жесткого вала более, чем на две опоры приводит к ускоренному износу или поломкам механизма. Характерным примером может служить привод канатного барабана всякого рода лебедок.
Еще несколько десятилетий назад была распространена схема привода, конечным звеном которой была цепная или открытая зубчатая передача. При этом ведомая звездочка или зубчатое колесо закреплялось на теле барабана, а сам барабан опирался своими цапфами на два сферических подшипника. Эти подшипники, благодаря свойству самоустанавливаемости, компенсировали все неточности изготовления барабана и рамы лебедки и на уровне барабана никаких проблем не возникало.
Некоторые проблемы были с цепной или открытой зубчатой передачей: большие габариты, проблема смазки, некачественное зацепление с ведомым звеном и связанный с этим ускоренный износ и т.п. Стремление устранить эти проблемы привело к применению схем привода барабана непосредственно от закрытых зубчатых передач (редукторов).
Здесь возникли трудности, которые удовлетворительно решаются различными способами, например, с помощью получившей широкое распространение схемы, показанной на рис. 3.4.1.

Рис. 3.4.1.
Здесь барабан левой стороной опирается через сферический шарнир на консольный конец выходного вала редуктора, а крутящий момент передается с этого вала на барабан через зубчатую муфту. Неточности изготовления и монтажа всех элементов системы компенсируются подвижностями сферического шарнира и зубчатой муфты. Схема хорошо работает, но имеет серьезный недостаток – неблагоприятное распределение нагрузки между подшипниками. Наиболее нагружен правый подшипник вала редуктора. Его нагрузка (реакция Rпр1) может превышать внешнюю рабочую нагрузку (натяжение каната FR), приложенную к барабану.
Известны и другие схемы привода, более или менее успешно решающие проблему избыточных связей, но поиски новых решений продолжаются. Видимо, это связано со стремлением избавиться от каких-либо промежуточных звеньев между редуктором и барабаном и использовать имеющиеся в редукторе подшипники в качестве опор барабана. Кроме того, заманчива возможность уменьшить габариты лебедки, путем приближения редуктора к барабану, а в идеале – путем встраивания редуктора в барабан.
И здесь, наряду с успешными, встречаются ошибочные решения. Одно из них показано на рис. 3.4.2.
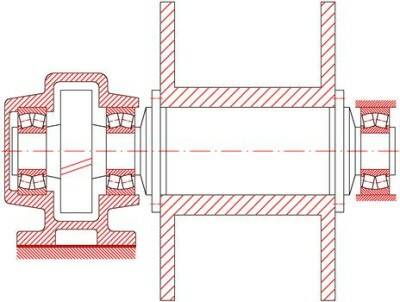
Рис. 3.4.2.
Здесь выходной вал редуктора жестко состыкован с барабаном, а корпус редуктора и корпус подшипника правой опоры барабана жестко закреплены на станине. Получается жесткий вал на трех опорах со всеми негативными последствиями. Любое отклонение от соосности вала редуктора и корпуса правой опоры вызывает здесь практически не поддающиеся расчету изгибные нагрузки на вал и барабан и «лишние» радиальные нагрузки на подшипники. При удовлетворительной точности они приводят к ускоренному износу подшипников, а при больших отклонениях – к раздавливанию подшипников или к поломкам опорных лап редуктора или других крепежных элементов системы. К этому же приводит и любое отклонение от номинального положения посадочных мест в правой и левой частях барабана, которые невозможно рентабельно обработать с одной установки.
То, что все три подшипника сферические, не меняет дела, поскольку при такой схеме подшипники редуктора практически полностью, а подшипник правой опоры в значительной мере утрачивают свое свойство самоустанавливаемости.
Это ошибочное решение встречается не только в единичных изделиях, выполненных неспециализированными предприятиями. Иногда этим грешат и весьма авторитетные фирмы. Примером может служить комплект привода для канатного барабана, предлагаемый фирмой «Rexroth» и выполненный на базе гидравлического мотор-редуктора серии GFT. Три следующих рисунка взяты с официального сайта российского представительства фирмы www.boschrexroth.ru, в первом из них только добавлены стрелки, для выделения нужных элементов.
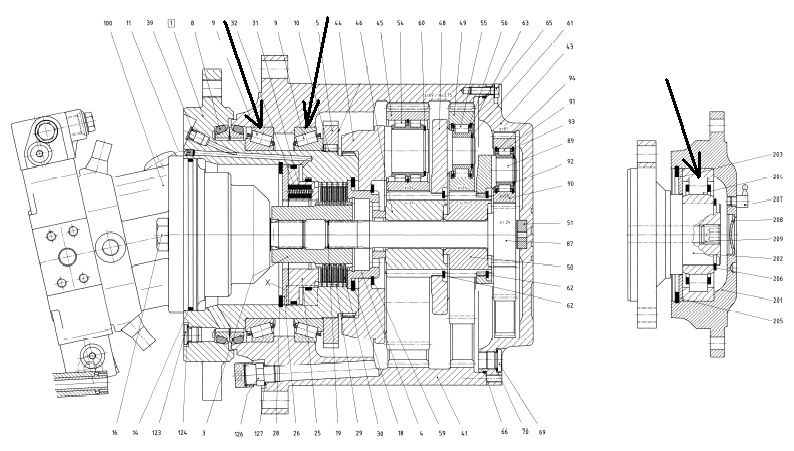
Рис. 3.4.3. Разрез по оси планетарного мотор-редуктора и выносной опоры барабана.
Рис. 3.4.4. Мотор-редуктор и выносная опора, соединенные с барабаном.
Как видно по рис. 3.4.5., фирма предлагает два варианта исполнения привода. В левой части показано исполнение (Representation A) для короткого барабана, опирающегося только на вращающийся корпус мотор-редуктора. Неподвижная часть мотор-редуктора жестко закреплена на станине лебедки.
Это исполнение не вызывает никаких возражений. Здесь схема нагружения двух конических подшипников мотор-редуктора (указаны стрелками на рис. 3.4.3.) идентична схеме, в которой вместо барабана установлено ходовое колесо какой-нибудь мобильной техники. То есть, мотор-редуктор работает также как в составе мотор-колеса, где в основном и используются редукторы такого типа.
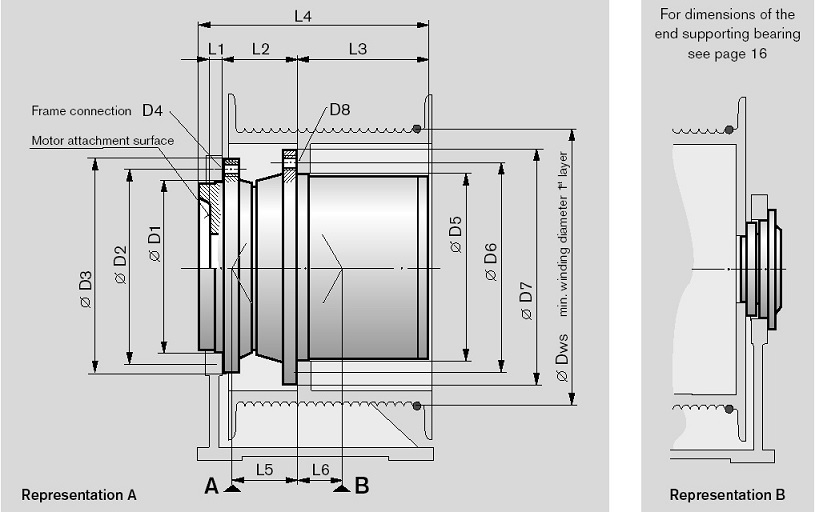
Рис. 3.4.5.
Ситуация кардинально меняется при переходе ко второму исполнению привода (Representation B на рис. 3.4.5.). Это исполнение для длинного барабана, который левой стороной опирается точно также как в первом исполнении, а правой стороной – на выносную опору с радиальным подшипником с короткими цилиндрическими роликами (см. рис. 3.4.3).
Здесь к уже имеющимся двум коническим роликовым подшипникам, на которых установлен очень жесткий вал (барабан), добавляется третий подшипник. То есть получается жесткий вал на трех опорах.
Такой механизм может удовлетворительно работать только при очень высокой точности положения посадочных мест на станине и на барабане. В данном случае это две цилиндрические расточки и перпендикулярные к ним две привалочные плоскости на станине и такие же посадочные места на барабане. В идеале это должна быть монолитная станина, а указанные поверхности на ней должны быть обработаны с одной установки. Две расточки и две привалочные плоскости на барабане также желательно обработать с одной установки, что практически невозможно на обычном станочном оборудовании. То есть существенные отклонения от точности неизбежны по одним только условиям обработки барабана. Если еще и опорные детали станины выполнять съемными, как это обычно делается, и обрабатывать раздельно, неизбежные отклонения от точности немедленно скажутся на работе механизма и его подшипники быстро выйдут из строя. Причем показанная на рис. 3.4.3 выносная опора еще хуже, чем опора на рис. 3.4.2. Подшипник примененного здесь типа очень чувствителен к относительному перекосу колец и будет быстро изнашиваться даже при высокой точности изготовления станины и барабана.
Помимо известных правильных решений по компоновке, встроенного в барабан мотор-редуктора можно предложить компоновку по патенту РФ № 2265152 с приоритетом от 2004 г. (Крупногабаритная машина (Варианты)). Вариант, применимый к канатному барабану, показан на рис. 3.4.6., где упрощенно показана вся лебедка с двух сторон и увеличенные опорные узлы с вырезами, показывающими их внутреннее устройство.
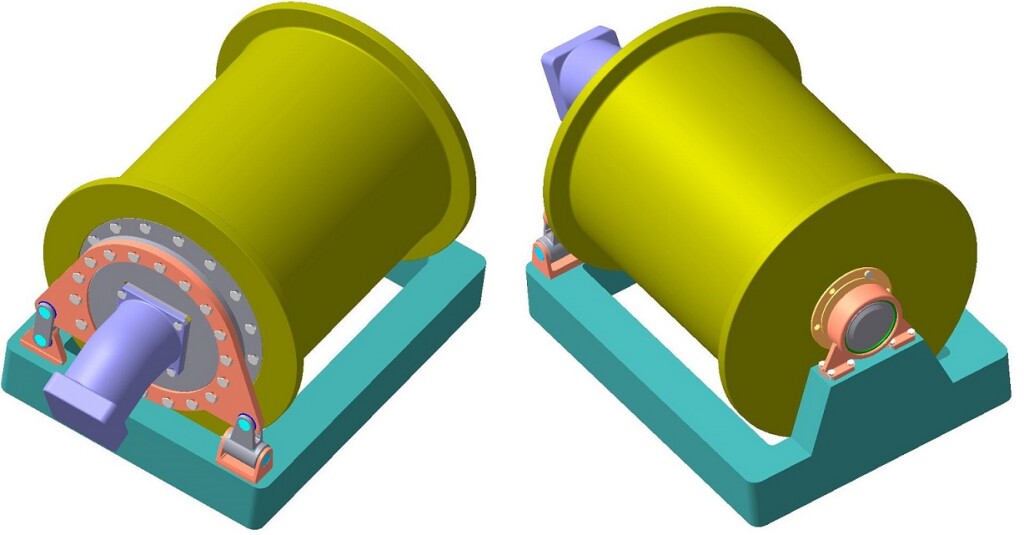
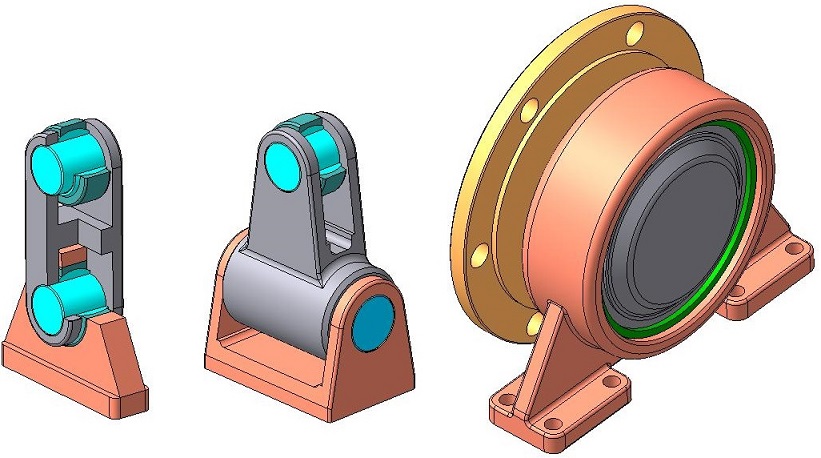
Рис. 3.4.6.
Эта схема реализована в конструкции лебедки тяжелого каротажного подъемника производства ЗАО «ГИСприбор-М» (г. Псков). В ней применен гидравлический мотор-редуктор CR 51 (максимальный момент 51 кНм) фирмы «Sauer-Danfoss», по конструкции однотипный с редукторами серии GFT фирмы «Rexroth».
Как и в предыдущем примере, вращающаяся часть редуктора встроена в барабан лебедки и жестко соединена с ним. Но неподвижная его часть соединена со станиной не жестко, а опирается на нее через два опорных узла – через серьгу и маятниковый рычаг. Серьга установлена на двух серийных сферических шарнирных подшипников ШС 35. В верхней головке маятникового рычага установлен такой же шарнирный подшипник, а нижняя его головка соединена с опорой цилиндрической вращательной парой.
В съемной выносной опоре барабана установлен роликовый двухрядный сферический подшипник. Его внутреннее кольцо фиксировано в осевом направлении на цапфе барабана, а наружное – в корпусе опоры. Таким образом, этот подшипник, помимо радиальной нагрузки, воспринимает осевые нагрузки.
Два конических роликовых подшипника внутри редуктора, серьга и маятниковый рычаг с их шарнирами, кинематически эквивалентны полностью самоустанавливающейся сферической опоре, обеспечивающей вращение барабана и передачу на раму реактивного момента редуктора.
Для иллюстрации принципа действия этой схемы удобнее рассмотреть ее в варианте не со встроенным в барабан, а с внешним редуктором, выходной вал которого одновременно является опорной цапфой барабана. Такой вариант показан на рис. 3.4.7.
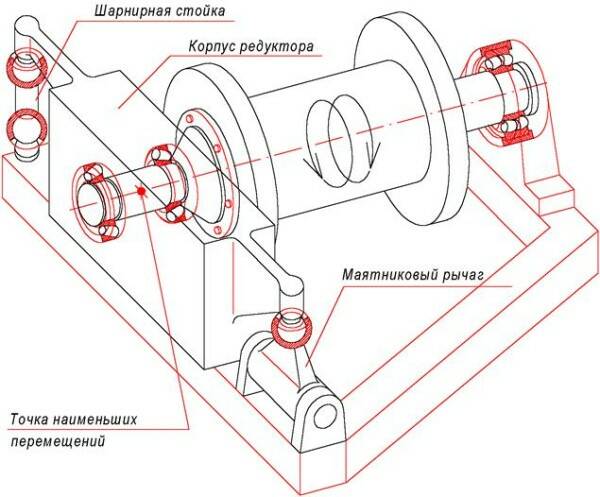
Рис. 3.4.7.
Здесь вместо серьги показана кинематически идентичная ей шарнирная стойка. На рис. 3.4.8. показана та же схема с преувеличенно изогнутой главной осью и ряд последовательных положений системы.
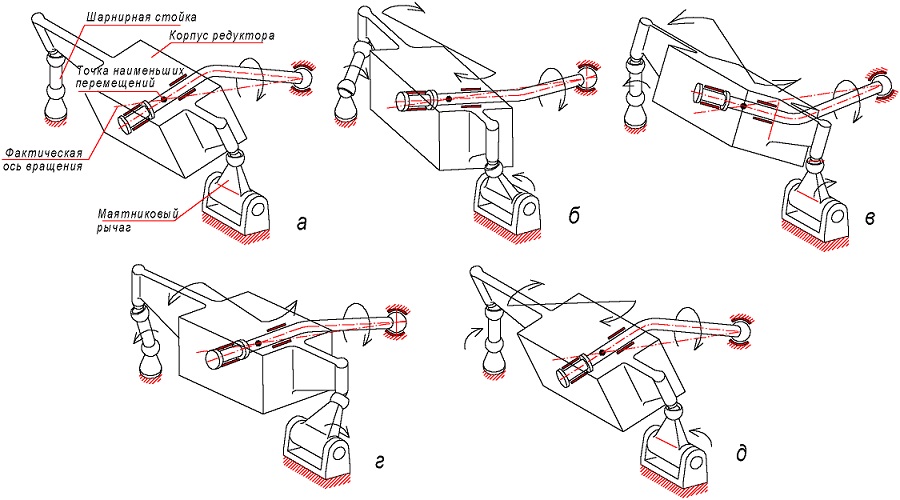
Рис. 3.4.8.
Положение а) – исходное, в котором изгиб главной оси направлен вверх. Последующие положения соответствуют каждое повороту барабана на четверть оборота. Стрелками показаны движения, которыми элементы переходят в текущее положение из предыдущего. Положение д) идентично исходному.
В реальной конструкции происходят такие же по направлениям, но многократно меньшие по величине перемещения редуктора и его опорных элементов, которые тем больше, чем больше отклонения от точности взаимного положения посадочных мест барабана и других элементов системы, о которых говорилось при разборе схемы привода канатного барабана фирмы «Rexroth».
На лебедке с диаметром барабана по ребордам около 1,5 м и длиной около 1,2 м, обработанного на обычном универсальном металлорежущем оборудовании, перемещения опорных элементов едва заметны глазу. Эти небольшие перемещения (движения самоустанавливаемости) компенсируют погрешности изготовления элементов системы и освобождают их от очень больших нагрузок, которые неизбежны при жестком креплении неподвижной части редуктора к станине.
Воспользуемся это же схемой, чтобы проиллюстрировать один из способов анализа механизма на самоустанавливаемость (на отсутствие избыточных связей или на статическую определимость).
Это способ мысленной сборки, основанный на том, что статически определимый механизм (механизм без избыточных связей) собирается без натягов и не требует какой-либо регулировки или подгонки по месту его отдельных звеньев. Оговоримся, что речь идет не о кинематических парах (шарнирах, подшипниках и т.п.), которые предполагаются выполненными достаточно точно, и для установки которых в звенья механизма могут потребоваться определенные натяги (например, при запрессовке подшипника в корпус). Имеется в виду, что в самоустанавливающемся механизме не требуется регулировка длины, углового положения, параллельности, перпендикулярности отдельных звеньев. Эти звенья должны приводиться к соединению между собой простыми движениями, не требующими значительных усилий, приводящих к тем или иным деформациям звеньев.
Таким образом, нужно мысленно представить себе процесс сборки механизма и при выполнении каждого соединения смотреть, какие нужны для него движения. При этом для каждого соединения нужно смотреть, что произойдет, если положение одного из соединяемых звеньев отклоняется от номинала. Не потребуется ли деформировать другие звенья или подгонять их по месту.
На рис. 3.4.9 показаны движения, которыми приводятся в соединение звенья нашего механизма.
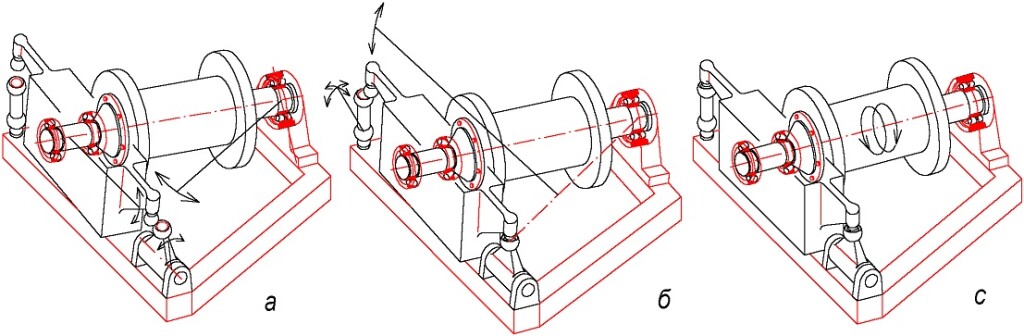
Рис. 3.4.9.
Первой на раму свободно устанавливается выносная опора со сферическим роликовым подшипником. Затем редуктор приводится в соединение с маятниковым рычагом движениями, показанными на рис. а). В последнюю очередь выполняется соединение редуктора с шарнирной стойкой (рис. б). Вся сборка выполняется свободными движениями, следовательно, механизм статически определим и не имеет избыточных связей.
Так же мысленно можно проверить его на отсутствие лишних подвижностей. В каждый момент времени механизм должен занимать строго определенное положение, то есть не должен «болтаться» из стороны в сторону.
В данном случае от смещений в осевом направлении механизм удерживается подшипником в выносной опоре. В горизонтальном поперечном к оси барабана направлении его удерживают маятниковый рычаг и тот же подшипник выносной опоры. Наконец в вертикальном направлении механизм удерживается всеми тремя опорными узлами. В механизме есть одна рабочая подвижность – возможность вращения барабана вокруг своей оси, для чего он и предназначен. При этом вращении происходят показанные выше перемещения опорных элементов и самого барабана (движения самоустанавливаемости), но в каждый отдельно взятый момент, система имеет необходимую для работы жесткость и устойчивость. Отметим, что в механизме есть одна, так называемая местная подвижность. Это возможность поворота шарнирной стойки или эквивалентной ей серьги вокруг своей оси. Но это совершенно безвредная подвижность, которая никак не отражается на работе механизма в целом.
С точки зрения самоустанавливаемости интересен привод барабана автобетоносмесителя (рис. 3.4.10).

Рис. 3.4.10.
Типичная современная компоновка привода смесительного барабана такой машины схематично показа на рис. 3.4.11.
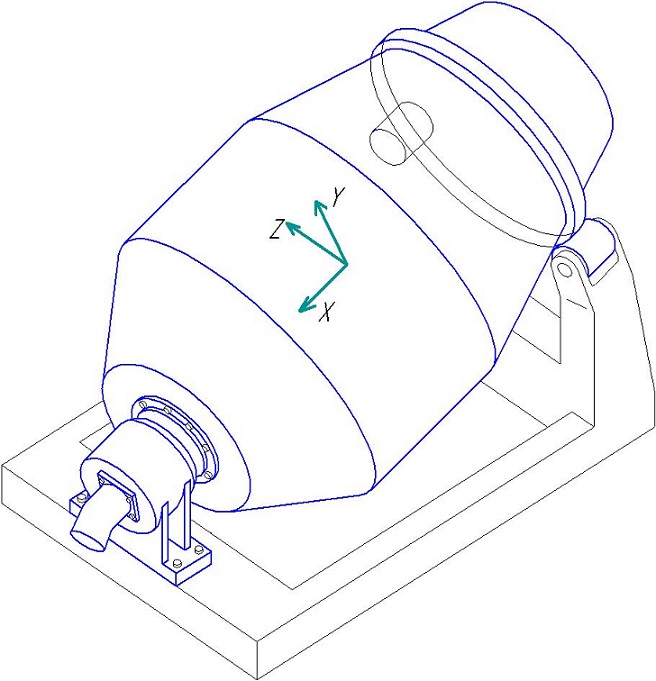
Рис. 3.4.11.
Наклонный барабан смесителя приводится во вращение гидравлическим планетарным мотор-редуктором, выходной вал которого жестко соединен с корпусом барабана. Верхняя часть барабана через бандаж опирается на два катка, установленных на раме. Корпус мотор-редуктора также жестко закреплен на раме агрегата, которая установлена на автомобильном шасси. Последнее обстоятельство усиливает значение самоустанавливаемости, так как здесь к обычным проблемам, связанным с погрешностями изготовления механизма, добавляется проблема утраты исходной точности монтажа из-за деформаций рамы при движении машины по неровной дороге.
Как правило, самоустанавливаемость механизма здесь обеспечивается особой конструкцией редуктора, как это делает, например, фирма «Sauer-Danfoss».
На рис. 3.4.12.- 13 и 14 показаны общий вид, кинематическая схема и осевой разрез мотор-редуктора этой фирмы, специально разработанного для привода барабана бетоносмесителя.
В этой конструкции самоустанавливаемость обеспечивается тем, что выходной вал внутри редуктора опирается на единственный сферический роликовый двухрядный подшипник А (см. осевой разрез). Второй опорой для этого вала, жестко соединяемого с барабаном смесителя, служат установленные на раме под бандажом барабана опорные катки.

Рис. 3.4.12.
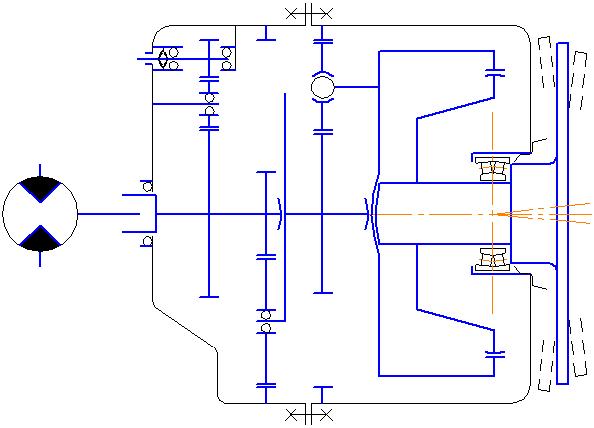
Рис. 3.4.13
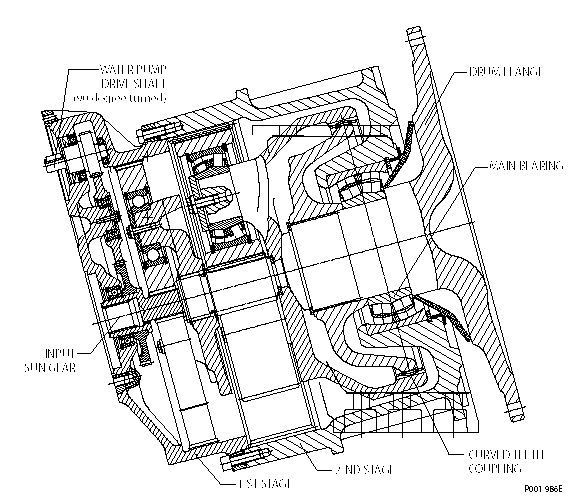
Рис. 3.4.14.
Судя по уширенному наружному кольцу, это специальный подшипник, рассчитанный на большие чем для обычных подшипников этого типа перекосы вала (колебания фланца вала показаны штриховыми линями на кинематической схеме).
В связи с этими большими перекосами в выходном узле установлено специальное воротниковое уплотнение.
Крутящий момент снимается с водила второй планетарной ступени и передается на выходной вал зубчатой муфтой В.
Передний конец выходного вала выполнен в виде сферического подпятника С, на который опирается водило второй ступени.
Зубчатая передача с паразитной шестерней в левой верхней части разреза служит для привода водяного насоса смесителя и почти не влияет на работу основного привода.
Опирание верхней части барабана через бандаж на два катка (см. рис. 3.4.11) эквивалентно кинематической паре второго класса. То есть оно накладывает на барабан две связи – блокирует его перемещение вдоль осей Y и Z и оставляет свободу перемещения вдоль оси Х, а также поворота вокруг всех трех осей.
Сферический подшипник внутри редуктора накладывает на вал, жестко соединенный с барабаном, три связи – блокирует перемещения вдоль всех трех осей и оставляет свободным поворот вокруг этих осей.
Таким образом, на барабан и выходной вал редуктора наложены пять минимально необходимых связей и у него остается одна степень свободы – поворот барабана вокруг оси Х, для чего он и предназначен. Поэтому механизм в части барабана и его опорных узлов полностью статически определим, в нем нет избыточных связей, что обеспечивает его длительную нормальную работу.
Как показывает практика, зубчатые зацепления планетарных ступеней редуктора здесь также работают добротно.
Анализ этого редуктора на наличие избыточных связей достаточно сложен и для него нужно иметь рабочие чертежи почти всех деталей. Но избыточные связи в редукторе определенно есть, поскольку налицо один из признаков их присутствия.
Избыточные связи имеются там, где требуется высокая точность взаимного положения кинематических пар (не самих пар, например подшипников, а именно их положения друг относительно друга).
Здесь такими парами являются сферический подшипник А и сферический подпятник С (см. рис. 3.4.14.). Для идеальной работы механизма редуктора центры сфер этих двух пар должны идеально совпадать. При любом их несовпадении на каждом обороте выходного вала имеются принудительные радиальные смещения водила второй ступени, которые влияют на работу зубчатых зацеплений обоих ступеней редуктора. Видимо, технология фирмы обеспечивает достаточную точность, при которой их негативное влияние практически незаметно.
Однако устранение избыточных связей всегда желательно и здесь это возможно путем обеспечения самоустанавливаемости смесительного барабана не внутренним устройством редуктора, а изменением его соединения с рамой агрегата.
При этом возможно и существенное упрощение конструкции редуктора.
Для этого пригоден, например, один из вариантов по упомянутому выше патенту РФ. Такое решение показано на рис. 3.4.15., на котором показан мотор-редуктор и нижняя часть барабана смесителя. Имеется в виду, что опорные катки под бандажом барабана остаются без изменений.
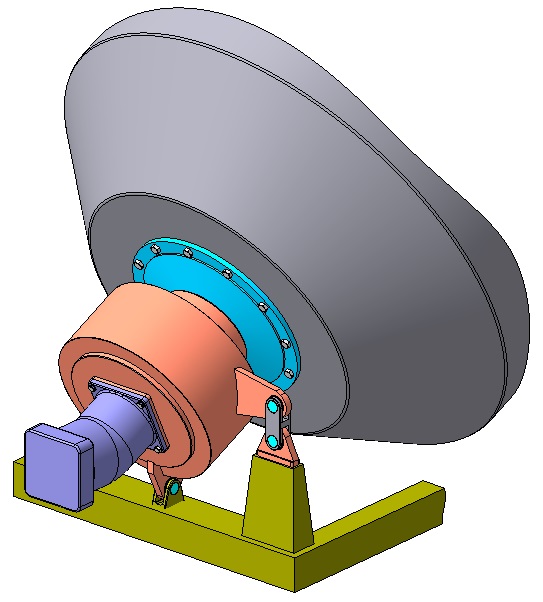
Рис. 3.4.15.
Здесь применена схема соединения корпуса редуктора с рамой, сходная со схемой для рассмотренного выше привода канатного барабана. Отличие в том, что вместо маятникового рычага установлен одиночный сферический шарнир, расположенный снизу корпуса редуктора.
Поскольку здесь проблема самоустанавливаемости решается внешними опорами редуктора, его внутреннюю конструкцию нужно изменить и выполнить, например, в соответствии с кинематической схемой, показанной на рис. 3.4.16.
Редуктор, выполненный по этой схеме существенно проще редуктора по рис. 3.4.14. Здесь упразднены специальный подшипник А, зубчатая муфта В и сферический подпятник С. Вместо специального воротникового уплотнения выходного вала применена обычная манжета. Выходной вал установлен на двух обычных роликовых конических подшипниках, а водило второй планетарной ступени жестко соединено с этим валом.
Таким образом, редуктор специального исполнения заменяется на обычный двухступенчатый планетарный редуктор, принципиальная схема которого многократно проверена на работоспособность в самых различных машинах и в котором заведомо меньше избыточных связей. Конструкция такого редуктора существенно проще и с ним вся машина будет дешевле, поскольку вводимые внешние опоры, построенные на серийно выпускаемых подшипниках, стоят заведомо меньше, чем удаленные из редуктора детали и узлы специального исполнения.
Осевой габарит можно уменьшить, если конструктивно выполнить водило второй ступени заодно с выходным валом, а опорный фланец барабана смесителя сделать насадным на этот вал.
При таких опорах здесь можно применить без каких-либо доработок и серийный редуктор другого типа, например, планетарный редуктор с вращающимся корпусом.
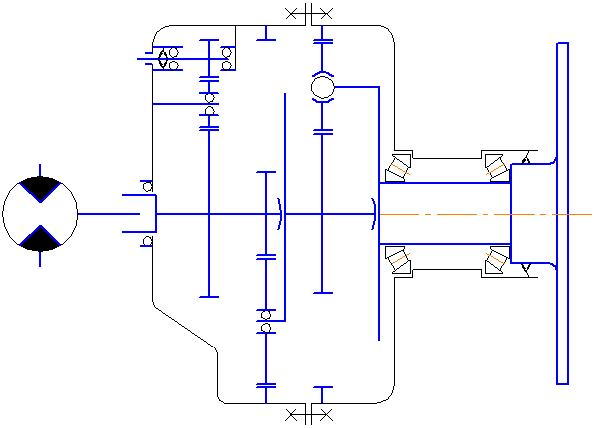
Рис. 3.4.16.
* * *
Добавление от 12 июня.2021 г.
Ранее был приведен анализ ошибочной компоновки привода лебедки со встроенным в барабан планетарным редуктором, предлагаемой фирмой Rexroth (Рис. 3.4.5.). Интересно отношение к такой конструкции фирмы Brevini, которая также применяет в своих грузовых и тяговых лебедках встроенные планетарные редукторы. В каталоге «Приводы лебедок» фирма приводит два варианта компоновок (Рис. 3.4.17 и 18).
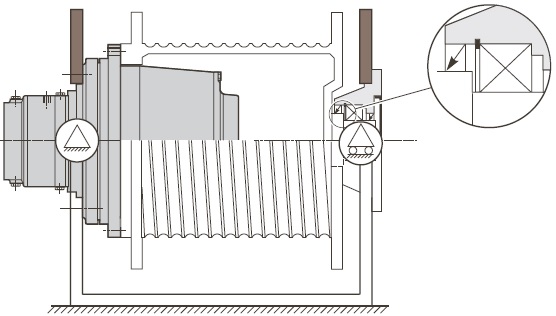
Рис. 3.4.17. Компоновка привода лебёдки Brevini с жестким креплением редуктора на станине.
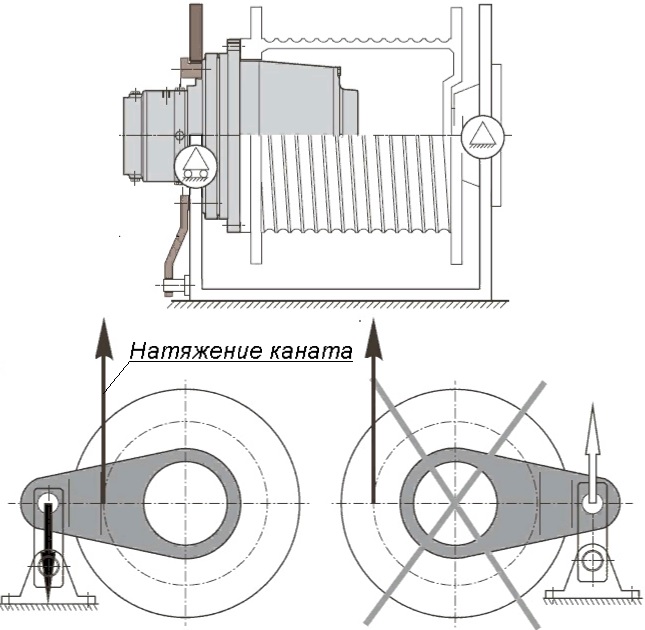
Рис. 3.4.18. Компоновка привода лебёдки Brevini с установкой редуктора на станине посредством кольцевой пары и с реактивным (моментным) рычагом
В этом каталоге написано:
«Общие требования:
Посадочные места лебедки должны быть совершенно соосны друг другу с тем, чтобы не деформировать раму лебедки при креплении на ней редуктора. Рама должна иметь адекватную жесткость. При сборке, все контактные поверхности редуктора с рамой должны быть чистыми и обезжиренными. Нужно обращать особое внимание на конструкцию рамы, поскольку в редукторе применены несамоустанавливающиеся подшипники, что делает его особенно жестким и не позволяет компенсировать отклонения от соосности опорных посадочных мест барабана. Следовательно, при наличии возможных отклонений от соосности, они должны быть компенсированы подшипником, установленным на противоположной от редуктора стороне.
Монтаж лебёдки без реактивного рычага:
Опорный подшипник барабана, установленный на противоположной от редуктора стороне, ни в коем случае не должен быть блокирован в осевом направлении. Он должен быть свободным, во избежание перегрузок лебёдки и внутренних частей редуктора.
Монтаж лебёдки с реактивным рычагом:
При этом виде монтажа установленный на противоположной от редуктора стороне подшипник должен быть блокирован в осевом направлении. Напротив, редуктор и реактивный рычаг должны иметь свободу поворота и осевого перемещения. Для облегчения этих перемещений рекомендуется установить между цилиндрическими контактными поверхностями рамы лебёдки и реактивного рычага кольцо из самосмазывающегося материала. Направление нагрузки (натяжение каната) должно быть всегда противоположно направлению нагрузки реактивного рычага (как показано на схеме)».
Отметим что, как и в упомянутой компоновке фирмы Rexroth, «монтаж лебёдки без реактивного рычага», это жесткое крепление неподвижной части встроенного в барабан планетарного редуктора к раме лебедки. С той небольшой разницей, что немецкая фирма в качестве выносной опоры барабана применяет подшипник с цилиндрическими роликами, а итальянская – с бочкообразными. Первый очень чувствителен к перекосам колец, а второй допускает перекос колец до трёх градусов, то есть является самоустанавливающимся. Второй подшипник «чувствует себя» лучше первого при перекосах, но и он не может компенсировать отклонения от соосности опорных посадочных мест барабана. А эти отклонения неизбежны из-за погрешностей изготовления и сборки и деформаций рамы лебёдки от рабочей нагрузки. Таким образом общие требования фирмы применительно к варианту с жестким креплением редуктора невыполнимы и такая компоновка ошибочна.
«Монтаж лебедки с реактивным рычагом» означает, что неподвижная часть редуктора соединена с рамой посредством кольцевой пары, которая допускает значительные перекосы сопрягаемых звеньев механизма. Такая конструкция опорного узла редуктора практически эквивалентна сферическому шарниру, то есть обеспечивает самоустанавливаемость барабана лебёдки со встроенным в него редуктором и является рациональной.
Самое интересное то, что фирма Brevini. приводя в своём каталоге рациональную компоновку, в своей продукции, кажется, эту правильную конструкцию не использует. Во всяком случае, во всех доступных в сети документах фирмы, приводятся только лебедки, построенные по ошибочной схеме. И так поступает не только итальянская фирма. Например, такую же компоновку применяет немецкая фирма Zollern и китайские производители гидроприводных лебёдок, которыми сейчас оснащаются почти все производимые в России автомобильные краны. Этому примеру следуют и многие менее известные производители.
То, что о частых авариях таких лебёдок не слышно, можно объяснить особенностью конструкции редукторов. По большей части, это редукторы не специально сделанные для лебёдок, а колесные редукторы, разработанные для тяжелой мобильной техники и работающие в более тяжёлых условиях по нагрузке. Так при работе в составе лебёдки подшипники редуктора практически не несут осевых нагрузок, характерных для колёсного редуктора. Даже когда редуктор сделан специально для лебёдок (случай компании Zollern, которая, насколько знаю, первой применила такую компоновку), его подшипники оказываются недогруженными. Дело в том, что планетарный редуктор с вращающимся корпусом чисто конструктивно устроен так, что в нем вынужденно ставятся опорные подшипники большого диаметра. Таким образом, в редукторе, выбранном по главному параметру нагрузки, то есть по крутящему моменту, подшипники оказываются с очень большим запасом нагрузочной способности.
Другим фактором способствующим безотказной работе таких лебёдок является малая продолжительность включения. Они используются преимущественно в мобильной технике (лебёдки автокранов и судовые лебёдки) и большую часть срока службы не работают. А когда работают, большая часть рабочих циклов совершается с нагрузками, существенно меньшими, чем максимально допустимые, на которые они рассчитаны. Если бы они были электроприводными и использовались более интенсивно (например, на башенных или мостовых кранах), об авариях пришлось бы слышать достаточно часто.
Безаварийная работа ещё не доказывает правильность или оптимальность конструкции. И совсем недопустима неправильная компоновка для мобильных крупногабаритных лебёдок со съёмными опорами барабана и сварными рамами. Это знаю по своему опыту. В своё время частные аварии тяжелых каротажных подъёмников прекратились только когда была найдена компоновка, обеспечившая полную самоустанавливаемость механизма привода (Рис. 3.4.6.).
Компоновка с моментным рычагом, почти идентичная упомянутой в каталоге Brevini, хорошо зарекомендовала себя в конструкции одного из тяжелых подъёмников ЗАО «ГИСприбор-М» (Рис. 3.4.19).

Рис. 3.4.19. Тяжелый каротажный подъёмник на скважине
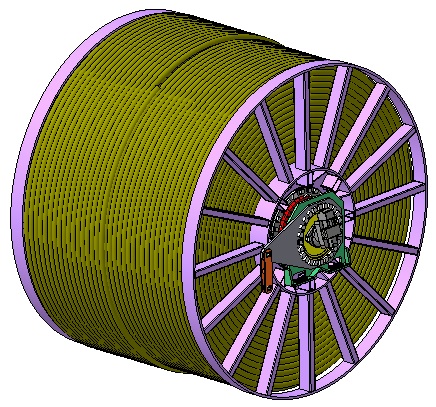
Рис. 3.4.20. Барабан лебёдки подъёмника в сборе с приводом
Барабан имеет диаметр 2,7 м, длину 1,7 м и приводится встроенным редуктором RRTD 11000TB, развивающим момент до 11 тн·м.
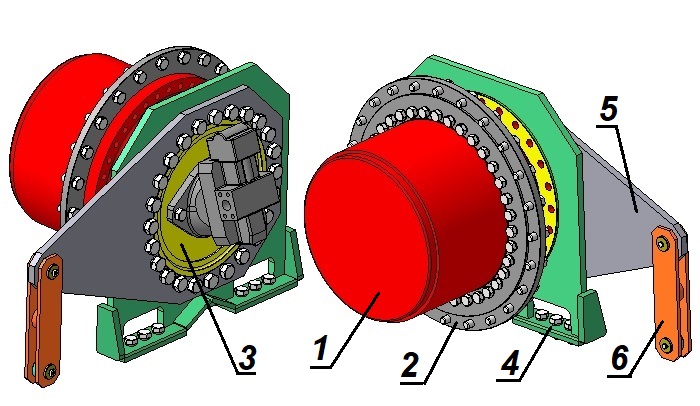
Рис. 3.4.21. Вид узла привода барабана с двух сторон. 1- Вращающийся корпус редуктора, 2 – Переходное кольцо крепления, 3 – Неподвижная часть редуктора, 4 – Опора редуктора, 5 – Моментный рычаг, 6 – Реактивная тяга
Вращающийся корпус редуктора 1 крепится к барабану посредством переходного кольца 2, а его неподвижная часть вставляется в отверстие опоры 4, закрепляемой на непоказанной раме лебёдки. Моментный рычаг 5 крепится к неподвижной части редуктора 3 и посредством реактивной тяги 6 соединяется с рамой лебёдки.
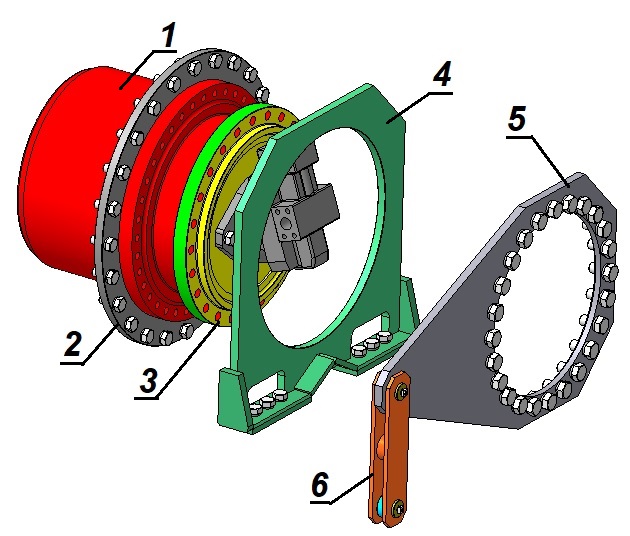
Рис. 3.4.22. Разнесенный вид узла привода
Неподвижная часть мотор-редуктора 3 контактирует с опорой 4 своей цилиндрической поверхностью, выделенной на рисунке зелёным цветом. Номинальный диаметр этой опорной части редуктора 500 мм, и ширина контактной поверхности 35 мм. Толщина листа опоры составляет 20 мм, а диаметр расточки в нем определяется по фактическому диаметру опорной части с таким полем допуска, чтобы в соединении был гарантирован зазор от 0,1 до 0,3 мм.
На противоположной стороне барабан опирается на фиксированный в осевом направлении сферический роликовый подшипник, который в сочетании с опиранием неподвижной части редуктора посредством кольцевой пары обеспечивает полную самоустанавливаемость барабана. По кинематике эта компоновка аналогична системе крепления по рис. 3.4.6. Эта последняя немного сложнее по конструкции, но имеет преимущество в том, что позволяет обеспечить более оптимальное нагружение двух опорных подшипников внутри редуктора. Специальные опорные узлы можно сместить в сторону барабана, как это показано на рис. 3.4.23. Тогда их опорные реакции окажутся в плоскости посередине между двумя подшипниками редуктора и будут поделены поровну между ними.
Рис. 3.4.23. Вид с двух сторон на лебёдку ос смещенными опорными узлами
* * *
Добавление от 15 июня 2021 г.
В последние годы всё более широкое применение в приводах вращения находят т. н. насадные мотор-редукторы. У них полый выходной вал, который насаживается на вал рабочего органа машины и передаёт на него крутящий момент посредством шпонки, шлицев или стяжной конусной муфты. При этом вал рабочего органа ставится посредством двух самоустанавливающихся подшипниковых опор на станине машины. А корпус редуктора «висит» на консоли этого вала и удерживается от вращения с помощью особого устройства, общепринятое название которого ещё не устоялось в силу относительной новизны этой системы. Его часто называют реактивной тягой, реактивным рычагом, реактивной штангой или моментным рычагом. На мой взгляд, последний термин точнее других отражает назначение этого устройства. Это именно рычаг, противодействующий реактивному моменту на корпусе редуктора при его работе.
Наряду с неустоявшейся терминологией, практика пока не выработала общепринятые конструктивные решения для насадных редукторов и зачастую приходится видеть не самые оптимальные конструкции моментных рычагов. А оптимальными следует считать решения, обеспечивающие полную самоустанавливаемость узла и сведение к минимуму нагрузок на подшипники выходного вала мотор-редуктора и вала рабочего органа.
Часто встречается конструкция с односторонним (с одним плечом) моментным рычагом, подобная, показанной на рис. 3.4.24.

Рис. 3.4.24. Насадной червячный мотор-редуктор со встроенным в односторонний моментный рычаг сайлентблоком.
Здесь насаженный на вал рабочего органа корпус редуктора удерживается от вращения сайлентблоком моментного рычага, в отверстие которого входит штифт, неподвижно закрепленный на станине машины. Податливость сайлентблока в определенной мере компенсирует неточности изготовления и монтажа элементов узла и уменьшает «лишние» нагрузки, вызываемые этими погрешностями. Однако полная самоустанавливаемость здесь не обеспечивается и какие-то связанные с этим нагрузки всегда имеют место.
Даже если в подобной системе устранить избыточные связи, накладываемые сайлентблоком, здесь всегда на выходной вал редуктора будет действовать сила, вызванная силой реакции одностороннего моментного рычага, величина которой прямо пропорциональна крутящему моменту на выходном валу редуктора и обратно пропорциональна длине (плечу) моментного рычага.
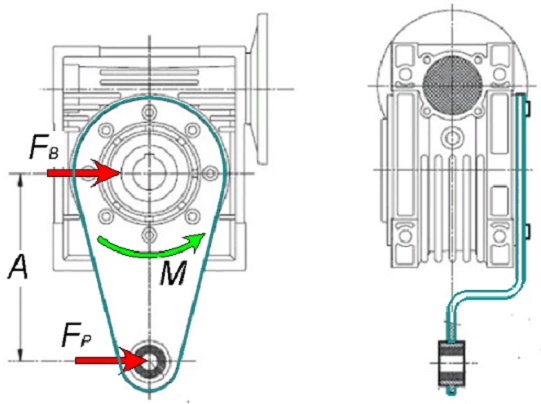
Рис. 3.4.25. Схема нагрузок от моментного рычага насадного червячного редуктора.
Здесь А – длина (плечо) моментного рычага. М – Крутящий момент на выходном валу мотор-редуктора, Fр = М / А – сила реакции, действующая на сайлентблок моментного рычага, Fв = Fр – сила реакции моментного рычага, приведенная к оси выходного вала редуктора. На схеме не показаны силы, действующие со стороны червячного колеса и корпуса редуктора на подшипники его выходного вала. Эти нагрузки отличается от нагрузок подшипников обычного редуктора, что будет рассмотрено ниже. Здесь отметим только, что, если моментный рычаг прямой, как на рис. 3.4.24., то нагрузка распределяется не поровну между двумя подшипниками выходного вала. Её большая часть приходится на ближний к моментному рычагу подшипник. Деление этой силы поровну между подшипниками можно обеспечить, если изогнуть моментный рычаг, как показано на виде слева на рис. 3.4.25.
Пример неоптимального исполнения моментного рычага показан на рис. 3.4.26. Он похож на предыдущий, но здесь нет сайлентблока.

Рис. 3.4.26. Моментный рычаг без сайлентблока
Так и напрашивается решение заблокировать этот рычаг путем установки в его отверстие стопорного болта. Даже если не затягивать плотно установленный в отверстии рычага болт, здесь возникают избыточные связи с соответствующими негативными последствиями. А если такой болт ещё и затянуть, как это показано на рис. 3.4.27., корпус мотор-редуктора жестко блокируется, вся система с моментным рычагом теряет смысл и не только подшипники выходного вала редуктора, но и подшипники вала рабочего органа получают дополнительные не поддающиеся расчету нагрузки, что влечет их ускоренный износ.

Рис. 3.4.27. Моментный рычаг блокирован стопорным болтом
Примерно такая же ситуация имеет место в узле привода валка механизма подачи в измельчителе древесных отходов (рис. 3.4.28).
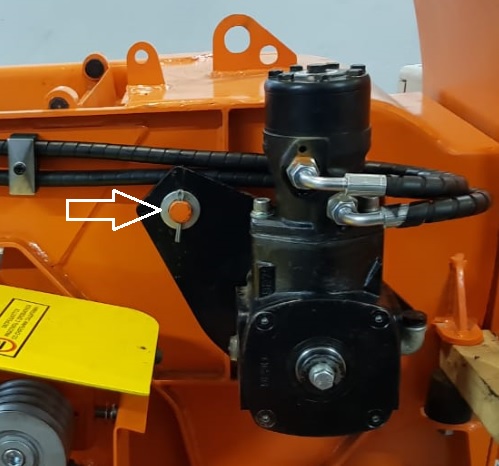
Рис. 3.4.28 Насадной редуктор с гидромотором и моментным рычагом
Здесь моментный рычаг блокируется не болтом, а штифтом, плотно входящим в отверстие рычага. Наличие на этом штифте шайбы и шплинта совершенно излишне, поскольку корпус редуктора, насаженный на вал рабочего органа, зафиксирован в осевом направлении посредством винта, завернутого в резьбовое гнездо на торце этого вала. Шайба и шплинт не только бесполезны, но могут вредить работе узла, если между шайбой и моментным рычагом нет гарантированного зазора.
Возможное исправление этой ситуации показано на рис. 3.4.29.
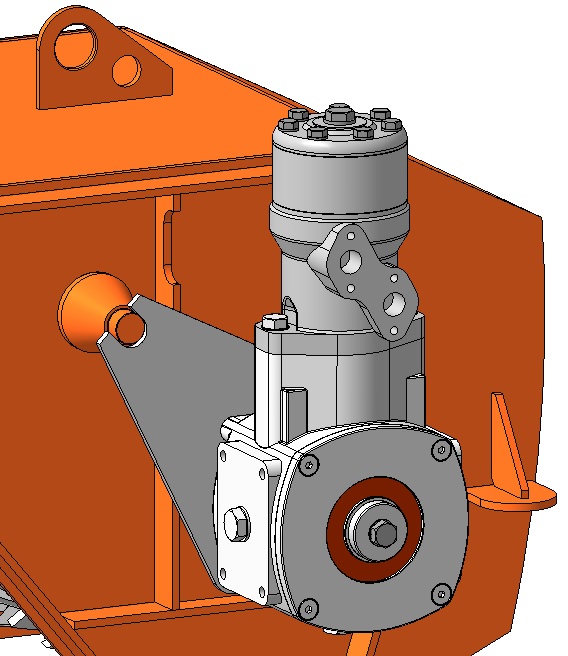
Рис. 3.4.29. Возможное исправление конструкции узла.
Здесь на моментный рычаг со стороны стопорного штифта наложена одна единственная связь, необходимая для удержания корпуса редуктора от вращения. Система статически определима и не имеет «лишних» нагрузок. Ситуацию можно еще несколько улучшить путем увеличения плеча (длины) рычага и изменения его формы для распределения силы реакции поровну между подшипниками выходного вала редуктора.
Как уже было сказано, нагрузка на подшипниках выходного вала насадного редуктора отличается от таковой у обычного редуктора. Рассмотрим это на примере червячного мотор-редуктора. При этом будем учитывать только нагрузки, связанные с крутящим моментом, развиваемым редуктором. То есть будем считать, что вал обычного редуктора соединен с валом рабочего органа машины компенсирующей муфтой.
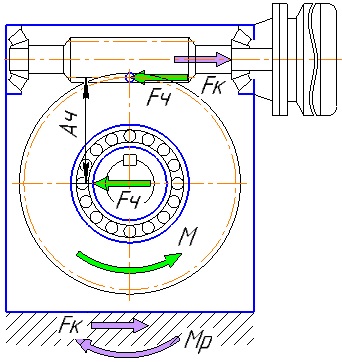
Рис. 3.4.30. Схема нагрузок при жестко закреплённом редукторе
У не насадного редуктора одна опора. Это жесткая заделка в виде крепления на лапах или на фланце. При этом крутящий момент на выходном валу М создается силой Fч = М / Ач в зацеплении червяка с червячным колесом. Такая же по модулю, но противоположно направленная сила Fк через правый подшипник червяка передается на корпус редуктора и этим корпусом передается на жесткую заделку. Реактивный момент на корпусе редуктора Мр = — М, также передается на жесткую заделку. Сила Fч, приведенная к оси выходного вала, является радиальной нагрузкой его подшипников. Причем эта нагрузка делится поровну между двумя подшипниками, так как приложена посередине между ними. Эта картина нагрузок не меняется при любом ином закреплении (сверху, сбоку или на фланце).
Для насадного редуктора картина нагрузок иная (Рис. 3.4.31)
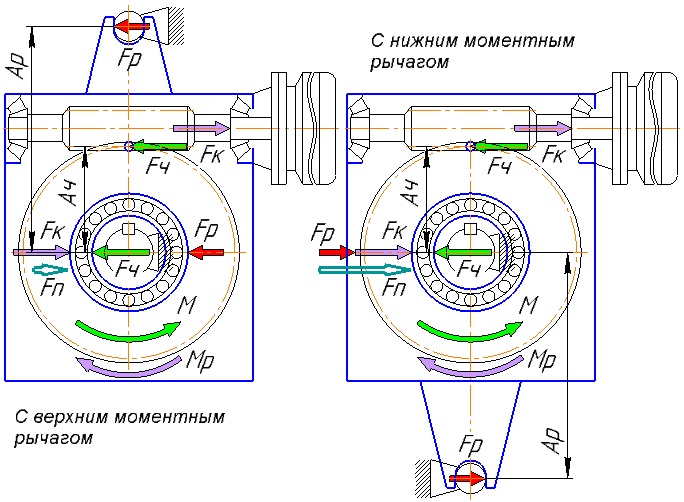
Рис. 3.4.31 Схема нагрузок для насадного редуктора
У насадного редуктора две опоры. Это вал рабочего органа машины, на который насаживается выходной вал редуктора, и какой-либо упор, закрепленный на станине машины, на который опирается моментный рычаг (в данном случае, это стопорный штифт, взаимодействующий с вилкой моментного рычага).
Крутящий момент на выходном валу создается окружной силой в зацеплении колеса с червяком. Эта сила Fч = М / Ач, приложена к зубу колеса, а такая же по модулю, но обратная по направлению сила Fк приложена к червяку и посредством его правого подшипника передается на корпус редуктора. Поэтому сила Fч приводится к внутреннему кольцу подшипника выходного вала, а сила Fк – к его наружному кольцу. Все эти силы являются внутренними силами редуктора и отражают силовое взаимодействие его элементов.
Сила Fр = М / Ар, приложенная к моментному рычагу со стороны стопорного штифта, противодействует реактивному моменту на корпусе редуктора, является внешней силой по отношению к редуктору и приводится к наружному кольцу подшипника выходного вала.
В варианте с верхним рычагом силы, приложенные к наружному кольцу подшипника, противоположны по направлению. Поэтому здесь их численная результирующая Fп = Fк – Fр.
В варианте с нижним рычагом силы, приложенные к наружному кольцу подшипника, направлены в одну сторону. Поэтому здесь их численная результирующая Fп = Fк + Fр.
Таким образом. нагрузка на подшипники в этих вариантах и при принятых на схемах размерах различается примерно в три раза. Это означает, что долговечность шариковых подшипников различается примерно в 27 раз (обратно пропорционально кубу нагрузки). Для роликовых эта разница составит около 38 раз (обратно пропорционально степени 10/3).
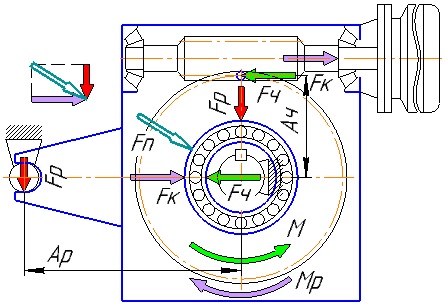
Рис. 3.4.32. Картина нагрузок для редуктора с боковым рычагом
При боковом положении рычага нагрузка на подшипники приложена под углом и примерно равна 1,8 Fр. То есть долговечность подшипников здесь ниже, по сравнению с вариантом с верхним рычагом, примерно в 5.8 раза.
Если сравнивать эти три варианта с жестко закрепленным редуктором и принять его нагрузку на подшипники и их долговечность за единицу, то для верхнего рычага нагрузка в 2 раза ниже, а долговечность в 8 раз выше, а для бокового – нагрузка в 1,11 раза ниже и долговечность в 1.36 раза выше, а для нижнего – нагрузка в 1,5 раза выше и долговечность в 3,3 раза ниже. И это при расположении рычага посередине корпуса редуктора в осевом направлении, когда нагрузка делится поровну между двумя подшипниками. При таком рычаге, как на рис. 3.4.24 ситуация по нагрузке оказывается хуже для ближнего к моментному рычагу подшипника.
Рассмотренные картины нагрузок упрощены, на них отражено только влияние крутящего момента на выходном валу и связанной с ним окружной силы на червячном колесе. Для более детального расчета нужно учитывать также ещё две силы, приложенные к червячному колесу со стороны червяка – радиальную и осевую, а также нагрузку от собственного веса и реактивный момент на корпусе двигателя, закрепленного на корпусе редуктора. Причем учет этих факторов различается для насадного и обычного мотор-редукторов. Так весовая нагрузка для подшипников выходного вала обычного редуктора, это только вес выходного вала с червячным колесом, который передается через подшипники на опору корпуса редуктора. А вес всех остальных частей мотор-редуктора воспринимается непосредственно опорой, минуя подшипники. А у насадного редуктора вес всего мотор-редуктора, включая моментный рычаг и исключая вес выходного вала с червячным колесом, нагружает подшипники. Реактивный момент на корпусе двигателя в полной мере участвует в формировании нагрузок подшипников у насадного мотор-редуктора и вообще не участвует в этом у обычного. А радиальная и осевая силы в зацеплении с червяком в обоих случаях действуют на подшипники выходного вала одинаково.
Как видим, детальный расчет нагрузок подшипников для насадного редуктора существенно сложнее чем для обычного. Но и упрощенная картина нагрузок позволяет сделать важный для практики вывод:
Моментный рычаг следует располагать так, чтобы он находился с той же стороны относительно выходного вала, что и ведущее звено последней ступени редуктора (червяк или шестерня), а сила, приложенная к моментному рычагу со стороны его опоры на станине машины, совпадала по направлению с окружной силой на ведомом звене последней ступени (червячное или зубчатое колесо).
Большинство даже крупных и авторитетных производителей приводной техники пренебрегают этим обстоятельством, либо не обращают на него внимания. Они предусматривают возможность практически произвольного расположения моментного рычага для своей продукции. Вот типичная иллюстрация такого подхода:
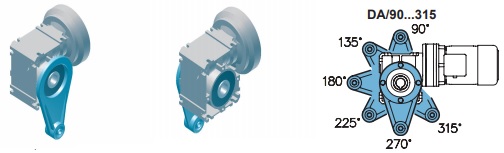
Рис. 3.4.33
Фирму, из каталога которой заимствована картинка, не указываю, поскольку ситуация типична для многих производителей. Здесь не показаны только два возможных положения рычага – 0 и 45 градусов. И то только потому, что в них рычаг цеплялся бы за двигатель. Причем в качестве основного варианта показан самый неблагоприятный, когда рычаг находится с противоположной от червяка стороны. К тому же, здесь рычаг прямой, что приводит к перегрузке ближнего к нему подшипника выходного вала.
Есть ещё одна особенность продукции таких производителей. Они предлагают в качестве насадного обычный редуктор в исполнении с полым валом. То есть, этот же редуктор можно закрепить жестко в различных положениях посредством точек крепления на трех сторонах корпуса или на фланце. А в полый вал вставить вал-шестерню, вал-звездочку, вал с каким-нибудь кривошипом и т. п. Понятно, что подшипники такого редуктора рассчитаны на восприятие не только внутренних нагрузок, характерных для насадных редукторов, но и на существенные внешние нагрузки от устанавливаемых на консоли выходного вала шестерен, звездочек, шкивов кривошипов и т. п. Следует отметить, что у потребителя, даже при самом неблагоприятном положении моментного рычага на таком редукторе, катастрофического износа подшипников, скорее всего, не будет. Поскольку они рассчитаны, при равных крутящих моментах, на существенно большую нагрузку, чем у насадного редуктора.
Поэтому таких производителей можно упрекнуть лишь в том, что не желают делать насадной редуктор специального исполнения, с которым могли бы сами сэкономить на более легких подшипниках и более простой форме корпуса без лишних точек крепления, уменьшить массу, а также сделать редуктор хоть немного дешевле для потребителя.
Но есть и другой пример. Фирма Brevini предлагает насадные мотор-редукторы специального исполнения. Вот картинки из её каталога «Компактные промышленные редукторы»:
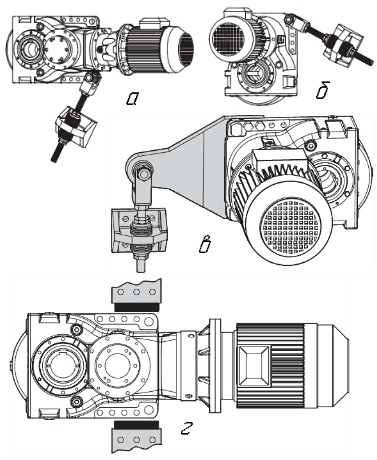
Рис. 3.4.34 Специальные насадные мотор-редукторы фирмы «Brevini». а) и б) – коническо-планетарно-цилиндрический и планетарно-цилиндрический редукторы с реактивными тягами, закрепленными на стопорных кронштейнах посредством двух пакетов тарельчатых пружин; в) – цилиндрический редуктор с моментным рычагом и реактивной тягой с таким же креплением; г) – коническо-планетарно-цилиндрический редуктор, удерживаемый от вращения двумя эластичными подушками.
Все эти мотор-редукторы предназначены только для «маятникового монтажа». Так фирма называет установку редуктора на вал рабочей машины с удержанием его от вращения каким-либо реактивным элементом. В разделе «Точки крепления» написано следующее:
«Мотор-редуктор должен удерживаться в радиальном и в осевом направлениях валом машины.
Устройство, удерживающее редуктор от вращения, должно иметь свободу осевого перемещения, для чего в нём нужно предусматривать осевые зазоры.
Система крепления не должна препятствовать движениям редуктора, которые всегда имеют место при его монтаже по маятниковой схеме. Должны быть предусмотрены эластичные элементы, такие как тарельчатые пружины, эластичные подушки, амортизаторы, шарнирные тяги или иные средства».
Это показывает, что конструкторы фирмы заботятся о самоустанавливаемости системы, хотя, строго говоря, полное устранение избыточных связей обеспечивается только в варианте г) на рисунке и при применении упомянутых в тексте шарнирных тяг (при условии, что шарниры на них сферические). Но главное в том, что на всех этих редукторах возможна установка моментного рычага или реактивной тяги только в оптимальном положении. То есть на той же стороне, что и ведущая шестерня последней ступени. В связи с этим подшипники выходного вала рассчитаны на меньшую нагрузку, чем для обычного редуктора, форма корпуса проще и вся система легче. Таким образом, эти редукторы по праву называются компактными. В связи с этим, себестоимость таких изделий меньше, и они могут быть дешевле для потребителя.
До сих пор говорилось о влиянии положения моментного рычага на нагрузки подшипников самого насадного редуктора. Но и нагрузки подшипников вала рабочего органа машины существенно зависят от положения этого рычага. Кроме того, система привода с насадным редуктором и с односторонним моментным рычагом имеет не только преимущества, но и не лишена недостатков. В этом отношении показательно сравнение современной компоновки привода ленточного транспортера с классической.
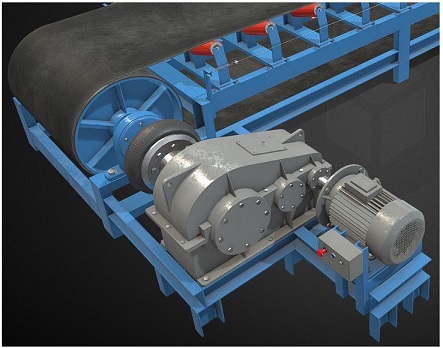
Рис. 3.4.35. Классическая компоновка привода ленточного транспортёра

Рис. 3.4.36. Одна из современных компоновок с насадным мотор-редуктором
Очевидно, что система с насадным мотор-редуктором имеет значительно меньшие габариты и устраняет необходимость в двух муфтах, компенсирующих отклонения от соосности соединяемых валов (между двигателем и редуктором и между редуктором и барабаном).
Однако, классическая компоновка имеет то преимущество, что в ней опорные подшипники барабана нагружены только его весом и натяжением ленты транспортёра, причём эти нагрузки делятся поровну между двумя подшипниками. А в системе с насадным редуктором и с односторонним моментным рычагом те же опорные подшипники барабана, помимо его веса и натяжения ленты, несут дополнительную нагрузку со стороны корпуса насадного редуктора. Радиальная сила, приложенная со стороны редуктора к валу барабана, делится не равномерно между опорными подшипниками и один из них может получить нагрузку, большую, чем при классической компоновке. При этом дополнительная нагрузка существенно зависит от положения моментного рычага и, при его неблагоприятной компоновке, может достигать больших значений.
Ещё один недостаток современной компоновки состоит в том, что консольная часть вала барабана нагружена одновременно крутящим и изгибающим моментами, тогда как в «классике» на консоли вала действует только крутящий момент.
Влияние расположения моментного рычага на дополнительные нагрузки на подшипниках вала рабочего органа рассмотрим на примере привода барабана ленточного транспортера, попутно приведя более рациональную, чем на рис. 3.4.36., конструкцию моментного рычага. Для упрощения расчетов не будем учитывать нагрузки от собственного веса элементов привода, а примем во внимание только нагрузки от рабочего натяжения ленты.
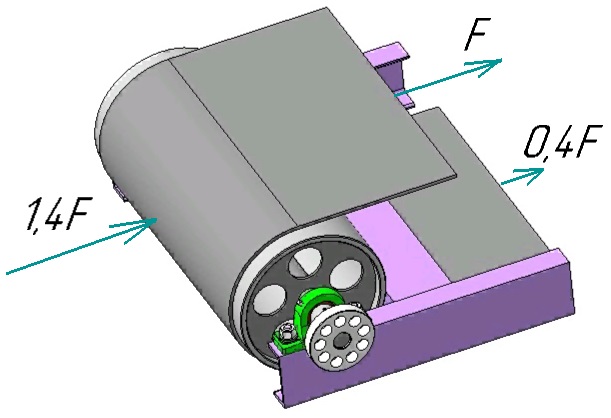
Рис. 3.4.37. Нагрузки на барабане от натяжения ленты. F – сила натяжения верхней (рабочей) ветви ленты; 0,4F – сила натяжения нижней (холостой) ветви; 1,4F – суммарная сила натяжения двух ветвей ленты, приложенная к барабану.
Здесь показан барабан, на валу которого установлена полумуфта для привода классической компоновки. В этом случае суммарная сила натяжения ленты делится поровну между двумя опорными подшипниками. То есть каждый из них нагружен силой 0,7F. Окружное тяговое усилие Fт на барабане равно разнице натяжений рабочей и холостой ветвей, то есть Fт = F – 0.4F = 0,6F.
Далее рассмотрим распределение нагрузок при компоновке с насадным редуктором. При этом примем плечо одностороннего моментного рычага примерно равным радиусу тягового барабана. Тогда сила реакции моментного рычага будет равна окружному тяговому усилию на барабане, то есть равна 0,6F. Натяжения ветвей ленты остаются прежними, а вот нагрузки на опорные подшипники барабана будут отличаться от таковых для классической компоновки и будут существенно зависимы от расположения моментного рычага. Сравним компоновки с нижним и с верхним расположением моментного рычага.
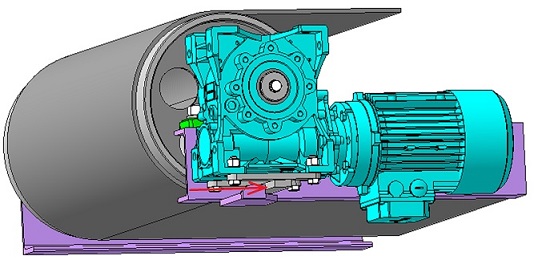
Рис. 3.4.38. Система с насадным червячным мотор-редуктором и нижним моментным рычагом.
Здесь роль моментного рычага выполняет сам корпус редуктора, на нижней части которого закреплена простая рамка, свободно примыкающая с одной стороны к упору, приваренному к раме транспортера. Такая простая конструкция определяется тем, что привод нереверсивный. Барабан всегда вращается против часовой стрелки, а корпус редуктора стремится повернутся по часовой. При таком положении моментного рычага приложенная к нему сила (красная стрелка) направлена в ту же сторону, что и суммарная сила натяжения ленты транспортера.
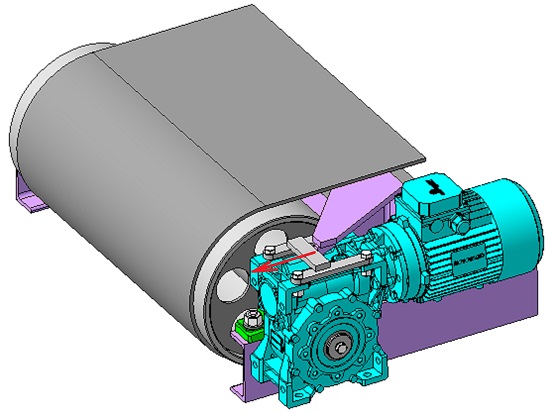
Рис. 3.4.39. Система с насадным червячным мотор-редуктором и верхним моментным рычагом.
Здесь моментный рычаг аналогичной конструкции свободно примыкает с одной стороны к упору, приваренному к стойке на раме транспортера. При таком положении моментного рычага приложенная к нему сила (красная стрелка) противоположна по направлению суммарной силе натяжения ленты транспортёра.
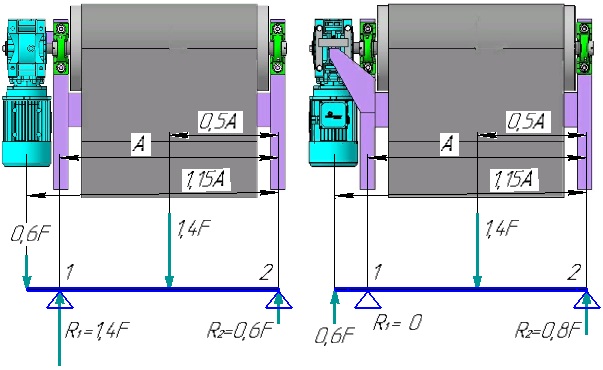
Рис. 3.4.40. Расчетные схемы нагрузок на опорные подшипники барабана. Слева – для системы с нижним моментным рычагом, справа для системы с верхним моментным рычагом
Из уравнений моментов относительно точки 2 следует, что при нижнем рычаге реакция левого опорного подшипника R1 равна 1,4F, а при верхнем рычаге она равна нулю. Из уравнений суммы сил следует, что в первом случае реакция правого подшипника R2 равна 0,6F, а во втором 0,8F.
Напомню, что при классической компоновке и при прочих равных условиях, обе эти реакции равны 0,7F. Таким образом, левый подшипник при насадном редукторе с нижним рычагом несет в два раза большую нагрузку и имеет в восемь раз меньшую долговечность (обратно пропорционально кубу нагрузки). Гораздо благоприятнее компоновка с верхним моментным рычагом, при которой один из подшипников полностью разгружен, а второй несет в 1,14 раза большую нагрузку по сравнению с «классикой». Однако и такая небольшая перегрузка снижает долговечность подшипника в полтора раза.
В обоих случаях сечение вала барабана под левым опорным подшипником нагружено изгибающим моментом, равным 0,09F·А, тогда как в «классике» это сечение вообще не несет изгибной нагрузки.
Этот расчет приблизителен и призван только показать качественную картину нагрузок в зависимости от положения моментного рычага. В более точных расчетах нужно, например, учитывать вес барабана и мотор-редуктора.
Приведенная качественная картина нагрузок на подшипниках вала рабочего органа показывает, что в приводах таких рабочих органов, как барабан транспортера, канатный барабан или там, где основной нагрузкой является вес рабочего органа (например, шаровой мельницы), односторонний моментный рычаг насадного редуктора следует располагать так, чтобы приложенная к нему сила была противоположна по направлению основной рабочей нагрузке.
Поэтому в приводе по Рис. 3.4.36 моментный рычаг следует расположить с верхней стороны редуктора, что значительно уменьшит нагрузку ближнего к нему опорного подшипника барабана.
Интересна ситуация в приводах, где основной нагрузкой является крутящий момент на рабочем органе при минимальных радиальных нагрузках, например, в приводе шнека экструдера, гребного винта, бурильного оборудования или в приводе некоторых мешалок. Здесь односторонний моментный рычаг насадного редуктора создает на опорных подшипниках вала машины значительные радиальные нагрузки, которые почти полностью отсутствуют при классической компоновке. В таких случаях, видимо, следует применять двусторонний (двуплечий) моментный рычаг с уравнительной системой. Одно из таких устройств показано на рис. 3.4.41.
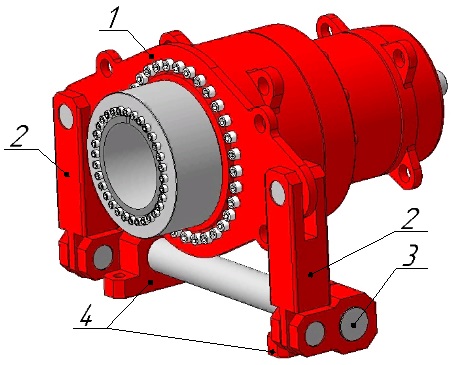
Рис. 3.4.41. Планетарный насадной редуктор серии Р фирмы SEW-EURODRIVE с системой компенсации крутящего момента посредством двуплечего моментного рычага. 1 – моментный рычаг, 2 – реактивные тяги, 3 – торсион, 4 – опоры торсиона
Полый вал редуктора насаживается на вал рабочего органа и передает на него крутящий момент посредством стяжной конусной муфты.
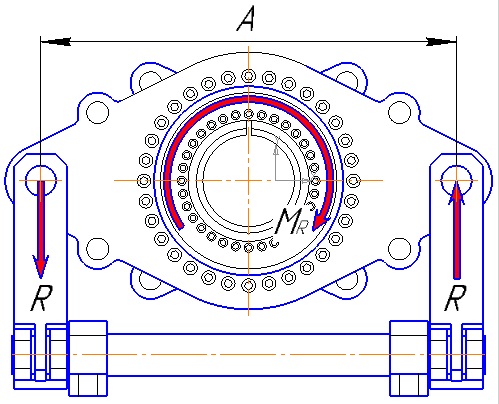
Рис. 3.4.42. Схема действия системы с двуплечим моментным рычагом. А – плечо моментного рычага, МR – реактивный момент на корпусе редуктора, R – силы, приложенные со стороны реактивных тяг к двуплечему рычагу.
Силы R одинаковы по модулю (R = MR / A) и противоположны по направлению. Таким образом, они противодействуют реактивному моменту, равному по модулю и обратному по знаку моменту, развиваемому редуктором на валу рабочего органа машины. В то же время, эти силы, приведенные к оси полого вала, компенсируют друг друга и не создают на этом валу радиальную нагрузку. Поэтому система не создает связанную с компенсацией рабочего крутящего момента радиальную нагрузку как на подшипниках выходного полого вала редуктора, так и на подшипниках вала рабочего органа. Однако, некоторая, относительно небольшая, радиальная нагрузка все-таки действует на эти подшипники, а также создаёт изгибающий момент на консоли вала машины, Это нагрузка от веса насадного редуктора, которую система с двуплечим моментным рычагом не компенсирует. В принципе, эту весовую нагрузку можно уравновесить, например, посредством подпружиненной опоры, или рычага с противовесом, установленного под корпусом редуктора.
Ещё одно достоинство системы в том, что её силовое замыкание посредством торсиона, создает эффект сглаживания резких колебаний крутящего момента, возникающих при динамических рабочих нагрузках.
Для обеспечения полной самоустанавливаемости следует все шарниры системы делать сферическими (ставить в них стандартные шарнирные подшипники массового производства).
Для двуплечего моментного рычага можно предложить и другие уравнительные системы. Например, шарнирно-рычажную, как на рис. 3.4.43.
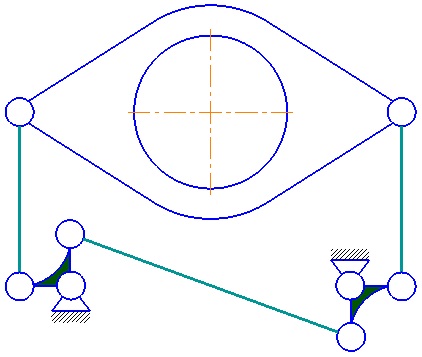
Рис. 3.4.43. Шарнирно-рычажная уравнительная система
Или гидравлическую, как на рис.3.4.44.
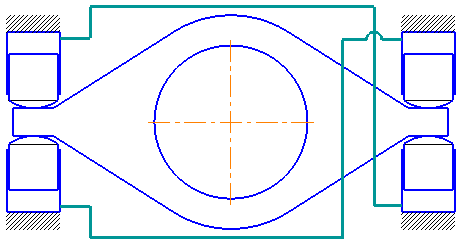
Рис. 3.4.44. Гидравлическая уравнительная система
Если нагрузка не реверсивная, например, как на грузовой лебедке, достаточно одной пары плунжерных гидроцилиндров.
Как и у первой уравнительной системы, у шарнирно-рычажной и гидравлической систем недостаток в том, что они не компенсируют вес мотор-редуктора и двуплечего рычага.
Интересна ситуация с насадными планетарными редукторами. Хороший планетарный редуктор, кроме прочего, отличается от других видов зубчатых передач тем, что в нём на выходном валу и на его подшипниках нет радиальных нагрузок от зацеплений сателлитов с солнечным и с коронным колесами последней ступени. Есть только радиальная нагрузка от веса частей редуктора. Причем она различна для обычного и насадного редукторов. У обычного (с жестким креплением на лапах или на фланце) подшипники нагружены только весом выходного вала с жестко соединенным с ним водилом в сборе. Если водило плавающее, то только вес вала. Вес остальных частей передается непосредственно на опору в виде жесткой заделки. У насадного на подшипники предается весь всего редуктора с моментным рычагом, за исключением веса выходного вала с водилом. На вал рабочего органа передается вес всего редуктора с моментным рычагом.
Кроме весовой нагрузки, существенные радиальные нагрузки возникают на валу обычного планетарного редуктора от рабочих нагрузок таких деталей, установленных на консоли этого вал, как шестерня, звездочка, шкив, кривошип и т. п. У насадного редуктора таких нагрузок нет, однако, помимо весовой нагрузки, действует радиальная сила со стороны моментного рычага.
Все это следует учитывать при выборе компоновки и расчете рабочих нагрузок для привода с насадным редуктором с односторонним моментным рычагом. Рассмотрим ситуация на примере тяжелого редуктора серии Р фирмы SEW-EURODRIVE.
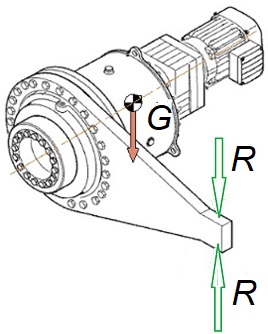
Рис. 3.4.45. Насадной планетарный мотор-редуктор с односторонним рычагом
Здесь моментный рычаг имеет простейшую форму. Вращение корпуса редуктора предотвращается посредством непоказанных на рисунке упоров, контактирующих с площадками моментного рычага, отмеченными зелёными стрелками. Если рабочая нагрузка не реверсивная, то для нормальной работы достаточно единственного упора с одной стороны от моментного рычага.
Если рабочая нагрузка реверсивная, сила R, приложенная к рычагу со стороны упора, в зависимости от направления крутящего момента на выходном валу, может быть направлена вниз или вверх. В первом случае приведенная к оси вала сила R складывается с силой веса редуктора G, а во втором противодействует этой силе. То есть в первом случае радиальная нагрузка на выходной вал и его подшипники существенно увеличивается, а во втором уменьшается. При этом, вследствие того, что рычаг прямой, сила R распределяется между подшипниками выходного вала не лучшим образом, поскольку силы R и G лежат в разных плоскостях, перпендикулярных к оси вала.
Нужно отметить, что даже когда сила R складывается с весовой нагрузкой G в реальном редукторе катастрофического износа подшипников не происходит. Поскольку в качестве насадного используется тот же редуктор, что и для жесткого закрепления. То есть его подшипники рассчитаны на заведомо большую нагрузку, чем в насадном варианте. Но если бы фирма делала такой редуктор специально для насадного варианта монтажа, типоразмер подшипников можно было уменьшить и тогда оптимальное положение моментного рычага имело бы первостепенное значение.
На рисунке 3.4.46 показана более оптимальная форма рычага
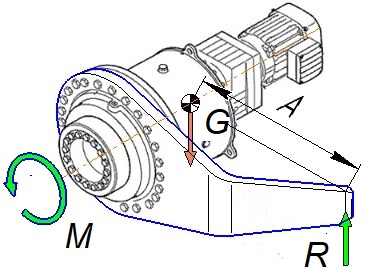
Рис. 3.4.46. Оптимальная форма рычага для нереверсивной нагрузки
Здесь силы R и G лежат в одной плоскости, перпендикулярной к оси вала. Поэтому воздействие силы R на подшипники выходного вала более оптимально. При определённом соотношении развиваемого редуктором момента М и его весом G возможно полное уравновешивание весовой нагрузки, то есть сведение радиальной нагрузки на вал к нулю. Для этого нужно принять силу R равной –G и вычислить нужную длину (плечо) моментного рычага А = М / R. В большинстве случаев требуемая для полного уравновешивания длина оказывается существенно больше рекомендуемого фирмой минимального значения, при котором сила R оказывается больше силы веса G. То есть при минимальном плече рычага вес компенсируется полностью, но радиальная нагрузка на валу имеет место и направлена вверх. Если рабочая нагрузка меньше максимально допустимой для редуктора, полное уравновешивание может быть и при минимальном плече рычага. Во всяком случае радиальная нагрузка на вал и на его подшипники всегда будет меньше, чем при неблагоприятном положении моментного рычага.
Если рабочая нагрузка реверсивная, то моментный рычаг следует делать двуплечим, но без уравнительной системы (Рис. 3.4.4г).
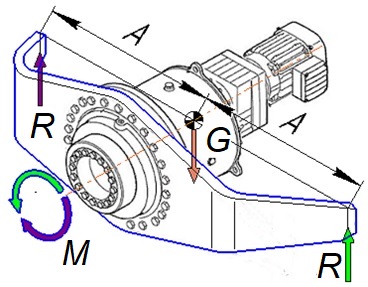
Рис. 3.4.47. Двуплечий рычаг для реверсивной нагрузки
Здесь этот рычаг работает как односторонний. В зависимости от направления крутящего момента, развиваемого редуктором, работает только левое или только правое плечо рычага, а с противоположного плеча нагрузка автоматически снимается. В обоих случаях происходит частичное или полное уравновешивание весовой нагрузки. Во избежание появления избыточных связей упоры, закреплённые на станине машины или на фундаменте нужно устанавливать так, чтобы в нейтральном положении привода между ними и контактными поверхностями плеч рычага был гарантированный зазор в несколько миллиметров.
Представляется, что, если не считать существенным недостатком некоторое усложнение конструкции, оптимальным вариантом компоновки привода с тяжёлым насадным планетарным редуктором следует считать двуплечий моментный рычаг с уравнительной системой и с полным уравновешиванием весовой нагрузки с помощью дополнительной опоры с пружиной или с рычагом и противовесом.
Если приведенные здесь упрощенные расчеты и описание принципа действия рассмотренных систем недостаточно убедительны, любой механик может оценить сравнительную эффективность систем с односторонним и с двусторонним моментными рычагами, в буквальном смысле собственными руками. На мой взгляд, в работе этих двух систем есть близкая аналогия с ручным нарезанием резьбы в отверстиях. Особенно явно разница ощущается при работе с тонким и длинным метчиком. Если пытаться вращать такой метчик, держа вороток одной рукой за одну его сторону, будет явно заметно, что метчик получает изгибную нагрузку и может легко сломаться. Этот же метчик нормально работает, когда вороток вращается двумя руками, с приложением одинаковых сил к двум его ручкам, поскольку изгибная нагрузка от поперечных сил отсутствует. Именно в этом состоит основное преимущество системы с насадным редуктором и с двуплечим моментным рычагом.
Далее в этом разделе предполагается рассмотреть пример механизма с вертикальной осью вращающегося рабочего органа и некоторые приемы обеспечения самоустанавливаемости подшипниковых опор.
3.5. ЗУБЧАТЫЕ И ИНЫЕ ПЕРЕДАЧИ
Проблема самоустанавливаемости зубчатых передач несколько сложнее, чем в других механизмах и с ней лучше знакомиться по книгам Л.Н.Решетова.
Ниже приведены лишь немногие примеры проверенных на практике самоустанавливающихся зубчатых передач, обеспечивающие
существенное снижение износа, повышение нагрузочной способности и снижение шума.
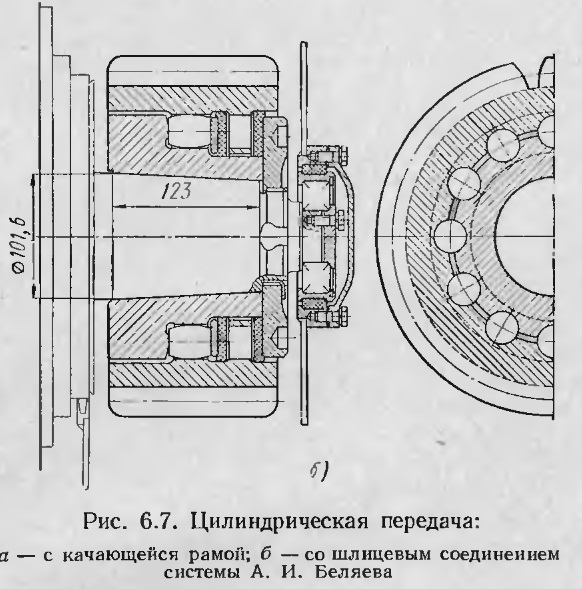{kind=link}
Главное преимущество самоустанавливающихся зубчатых зацеплений состоит в том, что в них обеспечивается полный контакт по ширине зуба. Здесь одно из зацепляющихся колес имеет жесткое базирование оси вращения, а второе имеет некоторую подвижность ориентацию его зубьев по зубьям первого колеса.
Вот пример, заимствованный из книги Л.Н.Решетова (рисунок и цитата):
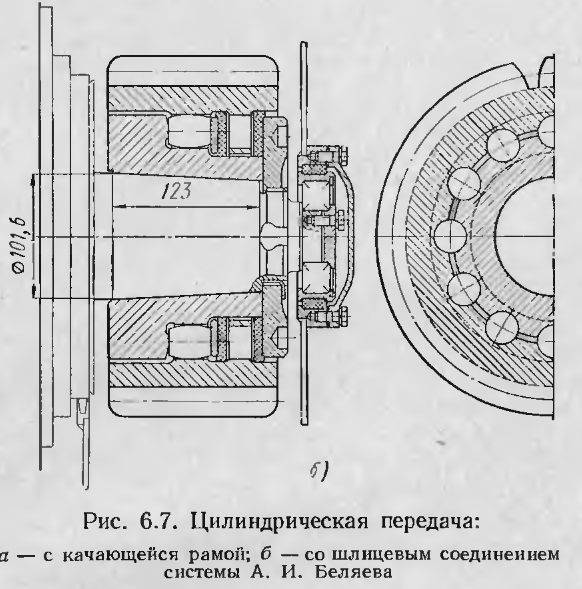
Рис. 3.5.1
«Хорошую конструкцию шлицевой пары IV5 предложил А.И. Беляев, авт. свидет. №205060 (Рис. 6.7). Соединение венца со ступицей он выполнил с помощью бочкообразных роликов, использовав ролики от сферических роликоподшипников. Результат испытания тепловозного привода с такой шлицевой парой положительный — прекратился шум. После стендового испытания, соответствующего пробегу локомотива 250 тысяч километров, поверхность зубьев стала зеркальной. Износа нет. Работающая вместе с испытуемой старая передача (в замкнутой схеме) сильно шумела и имела значительный износ».
Казалось бы, после таких испытаний это решение должно было широко внедряться в самых разных передачах. Ничуть не бывало – об этом изобретении и по сей день мало кто знает.
Может показаться, что решение очень нетехнологично и, следовательно, сложно в реализации. Но это не так. В массовом производстве можно применить специальный инструмент, подобный тому, какой применяется для нарезания эвольвентных, треугольных и прочих шлицев, и подобные же технологии термической и финишной обработки. Во всяком случае, изготовление прямолинейных цилиндрических шлицев не сложнее, а существенно проще, чем шлицев Шарниров Равных Угловых Скоростей (ШРУС), которые получают все большее распространение в автомобилестроении. Кстати, в некоторых случаях, в шестерню вполне можно встроить ШРУС подходящего размера, в качестве покупного изделия.
Но и в мелкосерийном и даже штучном производстве такую конструкцию нетрудно реализовать. В этом я убедился на собственном опыте. На рис. 3.5.2 показана шестерня, сделанная на основе изобретения А.И.Беляева с непринципиальными изменениями. Здесь вместо специального гребня и резиновых шайб для осевой фиксации применены проволочные стопорные кольца.
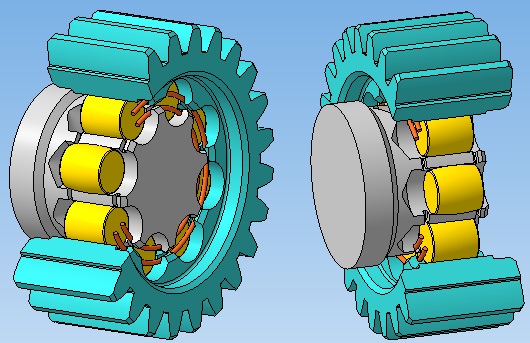
Рис. 3.5.2. Самоустанавливающаяся шестерня.
Для ее изготовления была применен следующий прием. Шестерня с цилиндрической расточкой была напрессована на вал с небольшим натягом. По окружности сопряжения были засверлены отверстия. После распрессовки соединения диаметр расточки в шестерне был увеличен на 2 мм и на обеих деталях были нарезаны канавки под стопорные кольца.
Это, конечно, грубая технология (не было ни термической, ни финишной обработки шлицев). Однако шестерня работала нормально и 100-процентное пятно контакта в зацеплении обеспечивалось.
Если бочкообразные ролики ставить не в малую шестерню, а в зубчатое колесо или в шестерню большего диаметра, то отверстия можно сверлить напроход и затем обработать разверткой.
Еще проще решить проблему самоустанавливаемости в прямозубых зацеплениях, если в передаче есть промежуточная (паразитная) шестерня. Ее Л.Н.Решетов рекомендует ставить на сферический подшипник. Трудно представить, как это происходит, но факт, что при этом обеспечивается контакт зубьев по всей ширине в обоих зубчатых зацеплениях такой шестерни. Это же в полной мере относится и к сателлитам планетарных передач.
Для этой цели оптимальны роликовые двухрядные сферические подшипники. К сожалению, подшипники такого типа массовых серий можно применять только в сателлитах относительно большого размера, так как они имеют внутренний диаметр не ниже 25 мм. В советское время выпускались довольно дорогие малые подшипники специального назначения. Но сейчас их на рынке нет. А имеющиеся сферические шариковые подшипники применимы для сателлитов не всегда, так как имеют низкую нагрузочную способность. К тому же, как роликовые, так и шариковые сферические подшипники не всегда вписываются в сателлит по своему наружному диаметру.
Самоустанавливающиеся сателлиты настолько эффективны, что в свое время Л.Н.Решетов предлагал наладить серийное производство типоразмерного ряда малых сателлитов-подшипников (рис. 3.5.3). Но эта его инициатива не нашла поддержки.
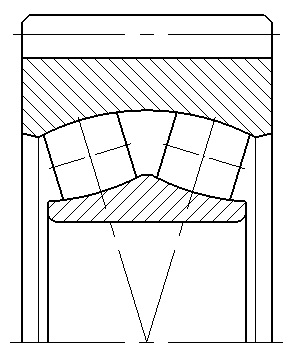
ис. 3.5.3
Оригинальное решение этой проблемы нашел В.Н.Ермак, который предложил устанавливать сателлит на вращающуюся ось посредством сферической пары (рис. 3.5.4).
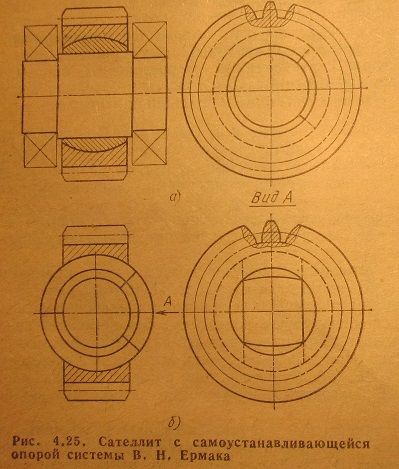
Рис. 3.5.4 Сателлит с вращающейся осью (рисунок из книги Л.Н.Решетова)
Здесь ось установлена на двух подшипниках в водиле планетарной передачи, а сателлит опирается на эту ось посредством трех сферических сегментов. Конструкция достаточно сложна для мелкосерийного производства. Но по этому же принципу можно построить сателлит с опорой на стандартный шарнирный подшипник, имеющий существенно меньший наружный диаметр, чем роликовый сферический подшипник.
Особенно трудно обеспечить качественное зубчатое зацепление в традиционных конструкциях большеразмерных открытых передач, таких как привод опорно-поворотного устройства экскаватора, грузоподъемного крана и т. п. В них ведущая шестерня и большой зубчатый венец базируются на отдельных сварных металлоконструкциях, на которых неизбежны существенные отклонения от точности положения посадочных мест. Одно из возможных решений показано на рис. 3.5.5. Это эскизная модель, построенная на основе плоского чертежа из книги Л.Н.Решетова.
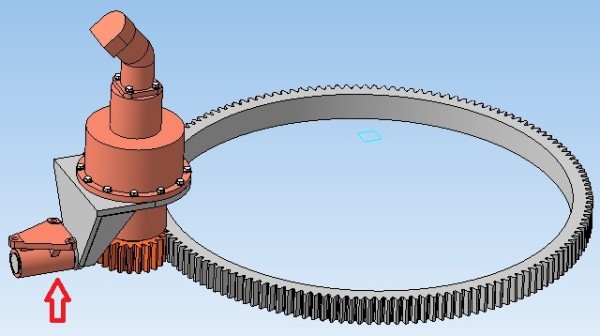
Рис. 3.5.5
Здесь ведущая шестерня посажена на выходной вал мотор-редуктора жестко, а сам этот редуктор установлен на поворотной платформе посредством цилиндрического шарнира (отмечен стрелкой). Ось этого шарнира перпендикулярна оси ведущей шестерни и проходит через середину зубчатого венца ОПУ. Этим простым конструктивным приемом обеспечивается 100-процентное пятно контакта в зацеплении.
Принцип конструкции по рис. 3.5.2, видимо, можно использовать для звездочки цепной передачи с многорядной цепью. Этим будет обеспечиваться равномерное распределение нагрузки по рядам цепи, чего нет в обычной передаче этого типа.
Возможно, этот же принцип применим для шкива ременной передачи с зубчатым или поликлиновым ремнем. Для многоручьевых шкивов с обычными клиновыми ремнями проблема сложнее (см. соответствующий сюжет в разделе сайта «Почему так?»).
Здесь приведены лишь самые простые случаи в области механических передач. Рекомендации по рациональному конструированию более сложных передач (многоступенчатые планетарные, некоторые конические передачи, коробки передач, цилиндрические двухпоточные редукторы, передачи с шевронным зацеплением и другие, а также волновые передачи и фрикционные вариаторы) содержатся в книгах Л.Н.Решетова. На мой взгляд, эта тема наиболее подробно и доступно изложена в издании «Самоустанавливающиеся механизмы. Справочник» 1979 г. Но некоторые новые конструктивные решения, например варианты самоустанавливающихся приводов вращения платформы экскаватора или иных подобных машин приведены в более поздних выпусках этой книги.